Самостоятельное выполнение сварочных работ пошаговая инструкция. Особенности инверторной сварки для начинающих
Вы купили сварочный аппарат и желаете освоить сварку инвертором для начинающих.
Трудностей бояться не стоит! Инверторный аппарат прост в обращении, любой человек без опыта и знаний сможет в короткие сроки овладеть процессом сварки.
Оборудование, экипировка, техника безопасности
Техника безопасности. Сварочное производство связано с электрическим напряжением, в простонародье — ток. Ток невидим, но способен поразить человека до летального исхода.
Проверяем сварочные кабеля на исправность и подсоединяем к инверторному оборудованию. Обратный кабель с прищепкой на металл к минусовому разъему. Кабель с электрододержателем к разъему +. Электрод вставляем в электрододержатель.
При подключении аппарата к сети визуально оцениваем токонесущие кабеля на исправность. Убедились в исправности кабелей, включаем вилку в розетку и тумблер на приборе, предварительно установив регулятор тока в наименьшее значение. Если вентилятор охлаждения заработал ровно, без треска и шума, значит все хорошо.
Вес металла. При соединении тяжелых конструкций, соблюдайте меры предосторожности. Многотонные изделия при обрушении могут привести к летальному исходу или инвалидности.
Экипировка. Сварочное производство связано с высокой температурой. Сварщик должен иметь:
- холщовые рукавицы (краги);
- робу (специальный костюм);
- маску со светофильтром;
- респиратор для работы в замкнутых пространствах;
- ботинки на резиновой подошве.
Краги применяются при сварке на высотах, когда руки поднимаются вверх, а рукавицы в остальных случаях.
Другие принадлежности:
- сварочный аппарат;
- молоток;
- щетка;
- электроды.
Электроды подбираются под металл (углеродность, добавки) и по диаметру, от толщины металла и технических характеристик инвертора.
Основы сварки инвертором
Для начинающих, опытные сварщики советуют кабель держака приложить к телу, прижать локтем руки и обернуть его вдоль предплечья (от локтя до кисти), взять держак в руку. Так плечевой сустав будет тянуть кабель, а рука с кистью останутся свободными. Способ поможет с легкостью манипулировать рукой.

Правильное расположение кабеля на предплечье. С голыми руками работать не стоит.
Если держак взять просто в руку без обмотки предплечья кабелем, то в процессе сварки рука устанет и кистевые движения приведут кабель в болтающие движения. Что отразится на качестве сварного соединения.
Как варить инверторной сваркой правильно? Устанавливаем на аппарате сварочный ток согласно диаметру электрода, типу соединения и положению сварки. Инструкция по настройке имеется на аппарате и пачке электродов. Принимаем устойчивую стойку, локоть отводим от тела (прижимать нельзя), одеваем маску и начинаем процесс.
Сварку инвертором для начинающих лучше начинать с металлических заготовок более 20 см.

Известно, что новичок, одевая маску и зажигая дугу перестает дышать, пытаясь на одном дыхании проварить всю длину заготовки. При коротких изделиях, появится привычка варить на одном дыхании. Поэтому, тренируйтесь на длинных заготовках, учась правильно дышать при сварке.
Заготовки (пластины) на рабочем столе можно положить в горизонтальной плоскости — вертикально к себе или горизонтально, без разницы.
Зажатый в держателе электрод вначале сварки ставите под углом 90 градусов (перпендикулярно) и отводите в сторону шва на 30-45 градусов. Зажигаете дугу и начинаете движение.

Расстояние между свариваемой поверхностью и электродом 2-3 мм, представьте, что вы ведете карандаш по листу бумаги.
Учтите, при сварке электрод сгорая уменьшается — постепенно приближайте плавящийся стержень к поверхности на расстояние 2-3 мм и удерживайте угол наклона 30-45 градусов.
Видео:
Как новичку научиться варить сварочным инвертором?
Сначала учимся зажигать и держать дугу. Чувствуйте грань, когда приближать электрод при сгорании к свариваемой поверхности, чтобы дуга не прерывалась.
Зажигают электрод двумя способами:
- постукиванием;
- чирканьем.

Новый электрод зажигается легко. У работающего стержня появляется шлаковая пленка, препятствующая поджигу. Нужно просто подольше постучать для разбития пленки.
Видео: что такое форсаж дуги на сварочном инверторе и как его применить.
Новичку лучше сначала учиться на ниточном шве, электрод ведется ровно, без колебательных движений.
После освоения ниточной технологии, переходите к свариванию металла с колебательными движениями. Которые применяются при толстом металле для прогрева, задерживая электрод в определенной точке с помощью движений — елочкой, зигзагами, спиралью или своим методом.

Виды колебательных движений
В начале соединения проводим слева-направо несколько движений образуя сварочную ванну и пошли вдоль шва делая колебательные движения. Угол наклона электрода 30-45 градусов. После прохода отбиваем шлак молотком и зачищаем щеткой. Берегите глаза, одевайте очки.
Совет: в конце сварочного шва, делаете колебательные движения в стороны и убираете электрод в сторону наплавленного металла. Эта хитрость придаст сварному соединению красоту (избавит от кратера).
Видео: как варить угловое соединение, встык и внахлест.
Швы делятся на:
- однопроходные (одним проходом восполняется толщина металла);
- многопроходные.
Однопроходной шов выполняется на металлах до 3 мм. Многопроходные швы накладываются при больших толщинах металла.
Сварщики проверяют качество шва молотком — наносят удар рядом со швом. Если шов гладкий, без неровностей, то после удара шлак слетает полностью, ему не за что зацепится. Важно подбирать правильный температурный режим: перегретый шов (каленый) сломается, недогретый — риск непровара.
Ток подбирают исходя от диаметра электрода, в теории 30 А на 1 мм диаметра электрода.
Прямая и обратная полярность при сварке инвертором
Рассмотрим полярность при сварке инвертором. При соединении на постоянном токе, движение электронов постоянное, что уменьшает разбрызгивание расплавленного металла. Шов получается качественным и аккуратным.
На аппарате имеется выбор полярности. Что такое полярность — это направление движения электронов в зависимости от подключения кабелей к разъемам оборудования.

На пачке с электродами указывается полярность, эта инструкция поможет правильно подсоединить провода к оборудованию.
Сварка тонкого металла инвертором
Суть соединения тонких пластин сводится к подбору электродов малого диаметра и настройке сварочного тока. Например, для металла толщиной 0,8 мм берут электроды диаметром 1,8 мм. Ток на инверторе выставляют в 35 А.
Технология происходит прерывистыми движениями. Посмотрите видеоролик, где подробно показывается соединение тонких пластин.
Видео:
Как резать металл сварочным инвертором
Чтобы правильно прожечь отверстие в трубе, на аппарате выставляем ток 140 А для электрода в 2,5 мм. Зажигаем электрод, ставя его на одном месте для прогрева металла и вдавливаем. Передвигаем электрод на новое место, прогреваем и вдавливаем. Постепенно, прорезаем в трубе отверстие.

Рез трубы
Пластину при резке лучше ставить вертикально, чтобы расплавленные сопли стекали вниз. Если резать в горизонтальном положении, то снизу реза застынут сосульки. Вот и все хитрости!
Новичков терзает вопрос, какая полярность проводов при резке инвертором лучше?
Видео:
P.S. Текстовый материал и видео поможет вам освоить сварку инвертором для начинающих в короткие сроки. Удачи!
Благодаря надежности и долговечности сварочных соединений не осталось ни одной отрасли промышленности, в которой бы не использовалась эта технология. В домашнем хозяйстве также порой невозможно обойтись без сварочных работ. Владение навыками работы с электрическим сварочным аппаратом позволит создавать любые конструкции из металла, начиная от незатейливого заборчика на дачном участке и заканчивая ажурными садовыми качелями или многофункциональным мангалом. Мы расскажем о том, как правильно варить сваркой, и раскроем все хитрости и секреты этого ремесла, чтобы ваш первый шов был не только прочным, но и аккуратным.
Учимся варить электросваркой. Видеопособие
Для того чтобы научиться варить электросваркой, недостаточно изучить теоретические основы и узнать секреты мастерства. Только опыт, который приобретается с каждым сантиметром сварочного шва, сможет приблизить вас к умению сваривать металлы.
Видео, как варить электросваркой, поможет разобраться во всех нюансах этого ремесла, расскажет о том, какие еще материалы и инструмент, кроме сварочного аппарата, понадобятся при проведении работ.
Выполненное в виде пошаговых уроков видео процесса сварки начинается с рассказа о подготовке поверхностей перед свариванием. Далее вы научитесь выполнять простейшие швы и только после этого сможете приступить к соединению деталей.
Благодаря рекомендациям из видео, сварка вашей первой конструкции не вызовет большого труда, а контроль качества швов покажет, насколько правильно вы овладели техникой сваривания. Посмотрите видео, как варить электросваркой, подготовьтесь теоретически, а затем берите в руки электрод и начинайте творить.
Технология сварочного процесса
Для того чтобы научиться варить сваркой, необходимо знать о том, что электрическая дуговая сварка представляет собой процесс соединения металлов при помощи электрической дуги между поверхностью свариваемой детали и электродом . Возникающая при этом высокая температура способствует одновременному плавлению электрода и металлической основы. При этом образуется так называемая сварочная ванна , в которой металл основы смешивается с расплавленным электродом.
Размер ванны напрямую зависит от сварочного режима сварки , формы кромок соединяемых поверхностей, скорости движения электрода , положением деталей в пространстве и т.д. и составляет от 7 до 15 мм в ширину, 10-30 мм длиной и глубиной до 6 мм.
Сгорать от высокой температуры металлу не дает газовый слой , образующийся при плавлении обмазки электрода, который вытесняет весь кислород из зоны плавления. После удаления электрической дуги металл кристаллизуется и образует общий для свариваемых поверхностей шов , покрытый защитным слоем шлака, который после остывания удаляют.
Достоинствами электродуговой сварки являются :
- высокая производительность;
- возможность сварки различных материалов без необходимости переналадки оборудования;
- хорошее качество сварного шва;
- недорогие расходные материалы;
- доступность.
В недостатки данного метода сваривания можно записать обязательное наличие электропитания и необходимость предварительной подготовки свариваемых кромок.

Готовимся к сварке. Выбор материалов и оборудования
Прежде чем начать варить сваркой, необходимо уяснить для себя, что этот процесс сопровождается образованием искр и брызг расплавленного металла, выделением токсичных газов и опасностью для глаз.
Поэтому для того, чтобы безопасно варить металл, необходимо запастись не только хорошим оборудованием, но и соответствующей экипировкой. Чтобы начать варить электросваркой вам понадобятся:
- сварочный аппарат;
- набор стержневых покрытых электродов;
- молоток сварщика;
- металлическая щетка;
- сварочная маска;
- спецодежда, замшевые перчатки.
Сварочный аппарат
Набор стержневых электродов
Молоток сварщика
Металлическая щетка
Сварочная маска
Варить дуговой сваркой можно и без заводского комплекта спецодежды. Важно, чтобы защитный костюм был из плотной ткани с длинными рукавами, а брюки лучше заправить в ботинки.
Выбираем сварочный аппарат
Научиться правильно варить сваркой поможет хороший сварочный аппарат с возможностью регулировки силы тока от 10 до 200А. Конечно, собрать простенький сварочный трансформатор можно и своими руками, но тогда о том, как варить тонкий металл, можно даже не задумываться, ведь для такой работы нужны минимальные значения мощности. Аппараты же заводского изготовления подразделяются на:
- Сварочные трансформаторы . Предназначены для понижения напряжения сети с одновременным повышением силы тока. Являясь недорогими и производительными устройствами, они могут довольно неплохо сваривать металл, однако имеют недостатки в виде нестабильной дуги, сильной «просадки» питающего напряжения и большой массы.
 Сварочный трансформатор
Устройство трансформатор
Сварочный трансформатор
Устройство трансформатор
- Сварочные выпрямители . Такие аппараты представляют собой те же сварочные трансформаторы, оснащенные диодным выпрямителем, благодаря которым переменное напряжение сети преобразуется в постоянное напряжение, необходимое для появления электрической дуги. Сваривать металл при помощи выпрямителей немного проще благодаря более высокой стабильности дуги. В остальном такому типу сварочных аппаратов присущи те же недостатки, что и трансформаторам.
- Сварочные инверторы . Настоящая электронная сварка возможна благодаря современной технологичной начинке таких аппаратов. Они предоставляют массу возможностей для того, чтобы варить электродами с самыми оптимальными параметрами. Электронные компоненты схемы современных инверторов позволяют регулировать не только силу тока, но и скорость зажигания, форсирование дуги и т.д., что обеспечивает отличную свариваемость деталей. Кроме того, инверторы компактны и имеют небольшой вес.
Сварочный инвертор
Устройство инвертора
О том, какой сваркой варить лучше всего, споры среди сварщиков идут не утихая. Кому-то нравится простота и надежность трансформатора, кого-то устраивает ручная сварка выпрямителем. Однако научиться варить сваркой лучше всего при помощи сварочного инвертора. Возможность точной регулировки параметров позволит правильно сваривать металл буквально с первых же шагов.
Выбор электродов для сварки
Для ручной дуговой сварки применяют стержневые электроды с защитной обмазкой . Металл стержня должен соответствовать типу свариваемых металлов, поэтому для сварки стальных, бронзовых или магниевых сплавов используют различные электроды.
Обмазка стержня в процессе сварки плавится и превращается в шлак, который, всплывая на поверхность сварочной ванны, защищает расплав от влияния кислорода и азота воздуха. Некоторые обмазки имеют газообразующие добавки, которые в процессе сварки выделяют газ, ограничивающий доступ воздуха к зоне плавления.
Чаще всего вопрос о том, какими электродами варить, у начинающих сварщиков не стоит, так как учиться ремеслу обычно начинают сваркой простых низкоуглеродистых конструкционных сталей.
Применение сварочных выпрямителей позволяет использовать для таких, а также нержавеющих сплавов, электроды марки УОНИИ , предназначенные для работы прямым током.
Электроды другой марки - АНО , можно применять для сварки как выпрямителями, так и трансформаторами, они позволяют варить как с прямым, так и с обратным током, поэтому любители используют их намного чаще, чем УОНИИ.
Между тем, профессионалы в вопросе о том, какие электроды лучше, отдают предпочтение именно УОНИИ . Они приводят в качестве аргумента тот факт, что данный тип стержней оставляет за собой значительно меньше шлака, следовательно, очистка шва требуется намного реже, что значительно увеличивает скорость работы.
Электроды УОНИ
Электроды АНО
Электроды АНО
В зависимости от толщины свариваемых деталей применяют электроды диаметром от 1,6 до 5мм. Кроме того, 4-5мм стержни применяют для резки металлов, устанавливая максимальную силу тока.
Определить требуемый диаметр электрода можно по таблицам зависимости этого параметра от толщины деталей, а также при помощи математических формул. Начинающие сварщики редко используют стержни толщиной более 4мм .
Вид сварочных работ (горизонтальная, нависающая, стыковая сварка и т.д.) практически не зависит от диаметра электродов, чего не скажешь о глубине сварной ванны и ширине шва .
Так как удельный ток сварки зависит от сечения электрода, то концентрация силы тока более высокая на конце тонкого стержня, поэтому глубина провара будет больше, чем при использовании толстого электрода. В свою очередь, применение стержней диаметром 4-5мм проплавляет металл меньше, образуя более широкий шов .
Как видите, невозможно точно ответить, какими электродами варить, так как правильный выбор должен учитывать массу факторов, начиная от типа сварочного аппарата и заканчивая необходимой шириной сварного шва. Кроме того, следует учитывать, что качество электродов даже одной марки может существенно отличаться среди изделий разных заводов, поэтому перед тем как начинать варить сваркой, спросите совета у специалистов.
Выбираем силу тока и его полярность для сварки электродом
Просмотрев видео о том, как варить сваркой, вы, наверное, обратили внимание на необходимость регулировки силы тока в зависимости от толщины деталей и диаметра электрода. Как правило, опытным сварщикам не составляет труда выставить необходимую величину. Начинающим же лучше обратиться к специальным таблицам . Часто необходимые параметры производители электродов указывают на их упаковке.
Чтобы правильно сваривать металл, требуемую силу тока определяют расчетным путем или из таблиц, а затем устанавливают этот параметр на панели управления инвертора. Чем больше сила тока, тем выше мощность дуги и глубже сварочная ванна . Однако не стоит превышать оптимальную величину - металл начнет выгорать и шов будет некачественным.
Устанавливая величину тока для того, чтобы варить электросваркой, обязательно учитывают расположение места работы. Максимальный ток выставляют для горизонтальных поверхностей. При сварке вертикальных швов его уменьшают на 15% , а потолочные потребуют уменьшения силы тока на 20% и более.
Если варить инверторной сваркой или выпрямителем, то на качество работы оказывает влияние не только сила тока, но и его полярность , то есть направление потока электронов.
Из курса физики всем известно, что электроны движутся из области отрицательного заряда в область положительного. Чтобы правильно варить электродом, полярность изменяют, устанавливая как прямой ток (электрод подключен к минусу инвертора, а деталь к плюсу), так и обратный. Чаще всего используют прямое подключение, так как деталь в этом случае прогревается сильнее, однако для сварки тонких изделий полярность меняют, переключая клеммы инвертора. Обратную полярность применяют и для сварки легированных сплавов, склонных к выгоранию легкоплавящихся лигатур.
Хорошей новостью для тех, кто хочет знать, как варить сваркой электродами, является то, что обратное подключение позволяет легче поджечь дугу . К тому же она характеризируется более высокой стабильностью, что при сварке электродом тонких деталей, к примеру, листовой стали, является неоценимым преимуществом.
Техника безопасности при проведении сварочных работ
Каждому начинающему сварщику хочется напомнить о правилах техники безопасности. Помните, что сварка является одной из самых опасных способов монтажа металлических конструкций, поэтому не стоит пренебрегать следующими правилами:

- Запрещается проведение сварочных работ при высокой влажности, а также на морозе.
- Обязательно использование маски сварщика и защитного щитка. Это позволит избежать ожога роговицы глаз.
- Одежда должна исключить попадание брызг металла на открытые участки кожи. На руки лучше надеть замшевые перчатки, а лучшим материалом для костюма сварщика является плотный брезент.
- Сварочные работы связаны с высокой температурой и риском возгорания, поэтому на рабочем месте сварщика должна обязательно присутствовать емкость с водой и огнетушитель.
Кроме того, помните о риске поражения электрическим током, поэтому исключите возможность попадания влаги на сварочный аппарат, следите, чтобы кабели не прикасались к горячим поверхностям .
Техника ручной дуговой сварки. Как правильно варить сваркой
Прежде чем приступить к практическим занятиям, хочется еще раз напомнить о технике безопасности. Никаких деревянных верстаков и горючих материалов рядом с местом работы. Обязательно поставьте на рабочем месте емкость с водой. Помните об опасности возникновения пожара.
Для того чтобы разобраться, как правильно варить сваркой, представляем вашему вниманию подробную инструкцию и видео сварочного процесса.
Сначала попробуйте зажечь дугу и удерживать ее в течение необходимого времени. Для этого следуйте нашим советам:
- При помощи металлической щетки требуется очистить поверхности свариваемых деталей от грязи и ржавчины. При необходимости их кромки подгоняют друг к другу.
- Учиться правильно варить электросваркой лучше всего прямым током, поэтому подключите «плюсовую» клемму к детали, установите в зажим электрод, а на сварочном аппарате выставьте требуемое значение силы тока.
- Наклоните электрод по отношению к заготовке на угол около 60° и медленно проведите им по поверхности металла. При появлении искр поднимите край стержня на 5 мм для поджога электрической дуги. Возможно, добыть искры вам не удалось из-за слоя обмазки или шлака на краю электрода. В таком случае постучите кончиком электрода по детали, как это предлагают в видео о том, как правильно варить электросваркой. Появившуюся дугу поддерживают при помощи 5-мм сварочного зазора на протяжении всего сварочного процесса.
- Если дуга загорается очень неохотно, а электрод все время липнет к поверхности металла, увеличьте на 10-20 А силу тока. При прилипании электрода покачайте держателем из стороны в сторону, возможно даже с применением силы.
- Помните о том, что стержень все время будет выгорать, поэтому только соблюдение зазора 3-5 мм позволит держать устойчивую дугу.
Научившись зажигать дугу , попробуйте медленно перемещать электрод по направлению «к себе», при этом совершая движения амплитудой 3-5мм из стороны в сторону. Старайтесь направлять расплав из периферии к центру сварочной ванны. Проварив шов длиной около 5 см, уберите электрод и дайте детали остыть, после чего постучите молотком по месту стыка для того, чтобы сбить шлак. Правильный шов имеет монолитную волнистую структуру без кратеров и неоднородностей.
Чистота шва напрямую зависит от размера дуги и правильного движения электрода во время сварки. Посмотрите видео о том, как варить сваркой, снятое при помощи защитных светофильтров. В таких роликах хорошо видно, как надо поддерживать дугу и перемещать электрод для получения качественного шва. Мы же можем дать следующие рекомендации:
- Поступательным движением стержня вдоль оси поддерживают необходимую длину дуги. Во время плавления, длина электрода уменьшается, поэтому требуется постоянно приближать держатель со стержнем к детали, соблюдая требуемый зазор. Именно на этом делают акцент и в многочисленных видео о том, как научиться варить.
- Продольным перемещением электрода создают наплавление так называемого ниточного валика, ширина которого обычно на 2-3 мм превышает диаметр стержня, а толщина зависит от скорости перемещения и силы тока. Ниточный валик - это самый настоящий узкий сварной шов.
- Для увеличения ширины шва электрод перемещают поперек его линии, осуществляя колебательные возвратно-поступательные движения. От величины их амплитуды и будет зависеть, какой ширины получится сварочный шов, поэтому величину амплитуды определяют исходя из конкретных условий.
В процессе сварки используется комбинация из этих трех движений, образуя сложную траекторию.
Ознакомившись с видео, как варить электросваркой и изучив схемы таких траекторий, вы сможете разобраться, какие из них можно применить для сварки внахлест или встык, при вертикальном или потолочном расположении деталей и т.д.
Во время работы электрод рано или поздно расплавится полностью. В таком случае сварку прекращают и заменяют стержень в держателе. Для продолжения работы сбивают шлак и на расстоянии 12мм от кратера, образованного на конце шва, поджигают дугу. Затем сплавляют конец старого шва с новым электродом и продолжают работу.
Особенности электрической сварки металлических труб
Учиться сваривать профильные трубы лучше всего на толстостенных изделиях, используя сварочный выпрямитель или инвертор. В зависимости от диаметра труб, толщина их стенки может достигать более 16мм, но вам, скорее всего, понадобится сваривать изделия из конструкционных сталей с толщиной стенки до 12 мм. Чтобы сварить трубу часто используют однослойную сварку, но для увеличения прочности соединения лучше выполнять два и более проходов.
При сваривании труб швы выполняют двумя полукольцами сверху вниз или снизу вверх.
Если направление движения электрода соответствует первому варианту, то применяют 4-мм стержни с низким шлакообразованием и органической обмазкой. Такое покрытие выгорает медленней, образуя на конце электрода козырек, на который опираются, выполняя поперечные колебания малой амплитуды.
При сварке снизу вверх амплитуду увеличивают до 3-5мм, а скорость проводки стержня уменьшают.
Соединения труб выполняют:
- Встык (точное ориентирование торцев одной трубы относительно другой);
- Внахлест (наложением труб или деталей друг на друга);
- Углом;
- Тавровый стык (одна труба перпендикулярна относительно другой).
Для того чтобы сварить одну трубу с другой, предварительно зачищают и подготавливают их торцы и укладывают изделия на рабочем месте. Далее центрируют элементы друг относительно друга и прихватывают в нескольких местах точечными швами. После проверки центровки трубы можно сваривать одним из указанных способов.
При невозможности проворачивать трубы, их стыки выполняют многослойно . Первый, корневой слой, служит для первоначального соединения деталей. Следующие, заполняющие слои, призваны создать собственно прочный, монолитный шов. И, при необходимости, выполняют финишный, облицовочный шов, которым закрывают все дефекты и неровности. Видео о том, как сварить трубу, поможет лучше разобраться с особенностями такой работы.
После очистки швов от шлака, поверхность тщательно осматривают на предмет выявления непроваров, пор, трещин и прожогов. При необходимости дефекты устраняют при помощи сварки. Если же шов удовлетворяет всем требованиям, то его зачищают при помощи угловой шлифмашины.
Защита металла от коррозии после сварки
Помните, в самом начале статьи говорилось о том, что для того, чтобы правильно варить электросваркой, недостаточно посмотреть видео, а надо еще и подготовиться теоретически? Согласитесь, что текст позволяет лучше усвоить теорию. Кроме того, видеоролики почему-то упускают необходимость защиты деталей в дальнейшем. Мы же попробуем устранить этот недочет.
Всем известно, что металл под воздействием кислорода воздуха быстро начинает ржаветь. Поверьте, сварные швы корродируют еще быстрее.
Для того чтобы металлические поверхности защитить от коррозии чаще всего применяют окрашивание. Чтобы не повторять эту работу каждый год, выполните ее по всем правилам.
Прежде всего, необходимо удалить старую краску и ржавчину . Для этого лучше всего воспользоваться металлическими щетками-насадками к дрели или болгарке, но можно работать и обычной металлической щеткой. Не забудьте при этом защитить глаза при помощи очков или щитка.
После очистки поверхности обработайте ее преобразователем ржавчины, а затем покройте слоем грунтовки . Выбирайте состав грунтовки, специально предназначенный для работы по металлу. После высыхания этого слоя можно приступать к окрашиванию. Хороший результат дают акриловые и пентафталевые эмали, предназначенные для наружных работ.

Лучше всего в целях окрашивания использовать не кисточку или валик, а пульверизатор. С его помощью можно нанести равномерный, тонкий слой краски, который со временем не будет растрескиваться и отслаиваться.
Очумелый Строитель.ru представляет вам подробнейшее описание сварки инвертором. Инвертор представляет собой сварочный аппарат, которым можно соединить металлические листы под воздействием электрического разряда. Сварочные инверторы стали настоящим скачком в области сварочных аппаратов, так как старые трансформаторы являются достаточно тяжелыми и сложными в применении. Инвертор доступен для работы любому, достаточно знать некоторые принципы осуществления с его помощью сварочного процесса. Большое преимущество в том, что при сварке инвертором наблюдается меньшее разбрызгивание, чем при сварке от трансформатора.

Отличительной особенностью инвертора является, прежде всего, его малый вес и максимальные возможности, с помощью которых ему доступны такие работы, которые ранее выполнялись сложными и тяжелыми агрегатами. Электроэнергия, потребляемая этим небольшим аппаратом, направляется исключительно на работу дуги, с помощью которой и осуществляется непосредственный сварочный процесс.
Оборудование малочувствительно к перепадам напряжения в электросети, которые наблюдаются в сельской местности. Если у вас в частном доме наблюдают перепады, при покупке обратите внимание на рекомендуемое напряжение в паспорте инвертора. Некоторые источники позволяют выполнять сварку электродом d =3 мм даже при 185 В напряжения в сети.
Мнение сварщиков-профессионалов однозначное: с помощью инвертора легче держать сварочную дугу и получить красивый качественный шов.
Перед началом сварки инвертором или азы электросварки
Инверторные сварочные аппараты очень экономичны и максимально удобны в эксплуатации, что очень важно особенно для тех, кого интересует сварка инвертором для начинающих. Какие основы сварки инвертором, техника работы с ним важна для начинающего? В первую очередь стоит отметить принцип работы инвертора. Поскольку инвертор – это электронный сварочный аппарат, то основная нагрузка работы с ним ложится на электрическую сеть. По сравнению со старыми сварочными аппаратами, включение в работу которых происходит сильный и максимальный толчок электроэнергии, вследствие которого происходят отключение электрической сети всего поселка, инвертор обладает накопительными конденсаторами, которые накапливают электроэнергию и обеспечивают, во-первых, бесперебойную работу электросети, а во-вторых, мягко разжигают электрическую дугу инвертора. В достаточно доступной форме уроки сварки инвертором можно освоить и самостоятельно. А если у вас возник вопрос, как научиться варить инверторной сваркой, то мы можем предоставить вам несколько полезных советов, на что в первую очередь стоит обратить внимание перед производством сварки. Очень важным моментом является и тот факт, что чем больше диаметр электродов, тем больше электроэнергии он потребляет. Поэтому если вы решили проверить свой инвертор в работе, стоит примерно рассчитать максимальное количество потребляемой электроэнергии аппаратом, чтобы не сжечь бытовую технику у соседей. Кроме того, для каждого диаметра электрода показана минимальная сила тока, то есть если попытаться уменьшить силу тока, то шов не получится. Если вы решили поэкспериментировать и повысить силу тока, то шов получится, однако электрод будет слишком быстро сгорать.
Инвертор: внешний осмотр оборудования
Продаваемый торговой сетью инвертор внешне напоминает ящик. Его вес зависит от мощности аппарата: 3 - 7 кг. Перенос оборудования выполняется с помощью ремня или ручки. Охлаждение выполняется через вентиляционные отверстия в корпусе.

На поверхность оборудования выведены следующие рукоятки и индикаторы управления:
включение и выключение аппарата выполняется тумблером,
величина тока и напряжения выставляется ручками на передней панели,
на панели имеются индикаторы, которые информируют о подаче питания и перегреве оборудования,
впереди на панели расположены выходы, помеченные надписями «+» и «-».
Дополнительно в комплект входит два кабеля. Один из них заканчивается держателем для электрода. На втором имеется зажим по форме напоминающий прищепку для закрепления на сваривания изделие. Подключение сварочного оборудования выполняется через разъем, которые находится на задней панели аппарата.
Азы электросварки
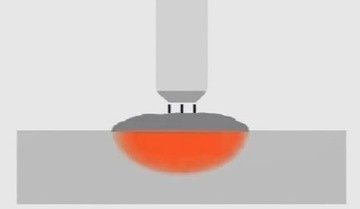
Для того чтобы разобраться, что происходит во время сварки, достаточно посмотреть на предложенную картинку.

Дуга образуется от контакта металлической части электрода и свариваемого металла. Под действием температуры дуги начинается плавиться как свариваемый металл, так и электрод. Расплавленная часть свариваемого металла и металлический стержень электрода в месте дуги образуют ванну. Обмазка электрода расплавляется. Часть ее превращается в газообразное состояние и закрывает ванну от кислорода.
Оставшаяся в жидком состоянии обмазка электрода находится сверху жидкого металла, защищает металла от кислорода воздуха в момент сварки и во время охлаждения.
После того, как сварка завершилась и металл охладился, жидкая часть обмазки превращается в шлак, который покрывает шов с наружной стороны. После полного остывания шлак легко удаляется при постукивании молотком.
Электрод во время сварки плавится. Для того чтобы дуга не гасла, необходимо выдержать постоянное расстояние между электродом и металлом, так называемую длину дуги. Это получается за счет подачи электрода в зону сварки с одинаковой скоростью. При этом стараться вести электрод ровно по стыку сварного шва.
Дополнительное видео по теме:
Урок по сварке инвертором для начинающих (пошаговая инструкция)
1. Для начала работы со сваркой нужно иметь защитные элементы, а именно:
- перчатки из грубой ткани (не резиновые);
- для защиты глаз обязательно приобретите сварочную маску с установленным защитным фильтром, который подбирается с учетом величины сварочного тока. Удобнее для сварки применять маску хамелеон. Используемый в ней фильтр распознает дугу и затемняется под ее параметры. Обратите внимание, при низких температурах фильтр не успевает вовремя сработать, при температуре ниже -100С маска хамелеон не обеспечивает защиту;
- грубая куртка и брюки из натурального плотного материала, который не возгорается от искр в процессе сварки. Одежда должна надежно закрывать шею, имеет длинные застегивающиеся рукава, защищающие руки;
закрытая кожаная обувь на толстой подошве.

2. Но одного аппарата для начала сварки недостаточно. Сварочные работы требуют наличия индивидуальных средств защиты и подготовительных мероприятий направленных на создание безопасных условий. Подготовка места заключается в следующем:
Обеспечьте на столе свободное пространство для выполнения сварки. Уберите все лишнее куда могут попасть брызги.
Обеспечьте качественное освещение места выполнения работ.
Сварочные работы выполняются стоя на деревянном настиле, защищающем от поражения электрическим током.
3. Настраиваем сварочный ток и выбираем электрод. Используем электроды для инверторной сварки от 2 до 5 мм. Выставляем сварочный ток в зависимости от толщины деталей и свариваемого материала. Обычно на корпусе инвертора указывается какова должна быть сила этого тока.
4. Если перед вами только что купленные в торговой сети электроды, вы уверены в их качестве, этот раздел можете пропустить. Приведенная информация поможет подготовить к работе электроды которые хранились в условиях неотапливаемого влажного помещения. Для того чтобы обеспечить качественное сварное соединение, их необходимо высушить в течение 2-3 часов при температуре 2000С. Для этой цели можно воспользоваться старым электрическим духовым шкафом.
Электроды выбирают строго ориентируясь на марку свариваемых материалов. Для обучения можно воспользоваться самыми распространенными: АНО или МР.
5.Подключаем клему массы к свариваемой поверхности (выделено красным).

6. Для того чтобы соединение сваркой получилось надежным и качественным, перед началом работы свариваемый металл необходимо подготовить:
- Полностью удалить ржавчину с кромок металлической щеткой.
- Обработайте кромки растворителем: бензином, уайт-спиритом.
- При подготовке обратите внимание на недопустимость наличия на кромках жира, лакокрасочных изделий.
7.Обучение лучше начинать с выполнения швов в виде валика на листе металла большой толщины. Первый шов выполняйте на металле, который положите на горизонтальную поверхность стола. Прочертите мелом на металле прямую линию, по ней будете прокладывать валик и ориентироваться в процессе работы.Процесс сварки начинается с поджога дуги. Имеется два способа для разжигания сварочной дуги:
- чирканье о металл, как при зажигании спички,
- постукиванием о поверхность металла.
Можно попробовать зажечь и удержать дугу обоими методами. Желательно при разжигании не оставлять следы вне зоны сварки. Дуга образуется от контакта электрода и металла. Сварщик отводит электрод на совсем небольшие расстояние, соответствующее длине дуги и начинает сварку.

8.Приступаем к сварке.
У нас получится сварочный шов. Окалину (накипь металла сверху шва) убираем постукиванием небольшим молоточком (либо другим твердым и увесистым предметом).

9. Вот, что приблизительно у нас должно получиться.

Смотрим видео:
Контроль дугового промежутка
Что такое дуговой промежуток или длина дуги? Это зазор, который образуется в процессе сварки между электродом и металлом. Основы сварочного дела гласят о том, что важным моментом есть постоянный контроль и поддержка одинаковой величины этого промежутка.
Короткая дуга

При короткой дуге, порядка 1 мм, металл разогревается на небольшую по ширине зону и шов получается выпуклый. В месте соединения металла и шва возможно появление такого дефекта как подрез. Это небольшая канавка возле шва и ему параллельная. Подрез уменьшает прочностные характеристики шва.
Длинная дуга

При длинной дуге трудно обеспечить ее стабильность. Дуга плохо защищена от воздуха атмосферы, менее прогревает металл и получается шов недостаточной глубины.
Нормальная дуга

Обеспечение постоянного зазора нормальной величины приведет к формированию нормального шва, имеющего хороший провар. Нормальная величина дуги составляет 2-3 мм.
Популярные ошибки начинающих при сварке:
Научившись управлять длиной дуги, можно обеспечить оптимальный результат. Дуга образует сварочную ванну, когда проходит через зазор, плавя основной металл и электрод. Она же обеспечивает перенос в ванну наплавляемого металла.
Как правильно сформировать сварочный шов и какие бывают дефекты
Как научиться варить сварочным аппаратом и избегать дефектов? При быстром движении электрода в процессе сварки образуется дефектный шов. Линия ванны расположена ниже, чем поверхность основного металла. Если дуга интенсивно и глубоко проникает в основной металл, она толкает ванну назад и образует шов. Поэтому в процессе сварки важно следить, чтобы шов был на уровне металла. Получение требуемого по глубине качественного шва обеспечивается умением сварщика. Помимо поступательного движения вдоль сварочной кромки он выполняет поперечные движения для обеспечения провара и получения требуемой ширины шва. Выбор, какие движения выполнять - личное дело сварщика. При толщине металла до 4 мм европейские стандарты советуют поперечные движения не выполнять.
Ванна следует за теплом – это необходимо помнить, меняя направление при сварочных работах. Формирование подреза происходит, когда металла электрода недостаточно, чтобы полностью заполнить ванную при движении поперек. Чтобы не допустить образование такой боковой канавки (подреза) нужно контролировать наружные границы, тщательно следить за ванной и при необходимости делать ее тоньше.
Когда электрод слегка наклонен, вся сила направляется назад и шов приподымается (всплывает). 
Когда электрод в процессе сварки наклонен слишком сильно, сила прикладывается по направлению шва, что не дает нормально управлять ванной.
При необходимости получить плоский шов или сдвинуть ванну назад используют наклоны электрода под разным углом. Работа начинается с угла от 45° до 90°, так как такой угол позволяет наблюдать за ванной и нормально выполнять сварку.
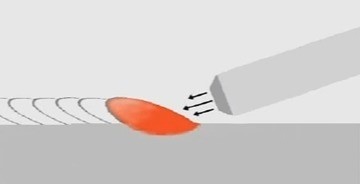
Сварщик во время работы подает электрод в зону сварки с определенным наклоном. Различают сварку углом вперед и углом назад. Этот технологический прием позволяет регулировать параметры шва.

При сварке углом вперед получается шов меньший по глубине, но шире, что удобно для тонкого металла. Сварку толстого металла выполняют углом назад, при этом обеспечивается больший прогрев металла по глубине. При выполнении работ желательно выдерживать указанные на рисунке углы. Синей большой стрелкой показано направление сварки - движение сварного шва.
Дополнительное видео по теме:
Прямая и обратная полярность при сварке инвертором
Процесс расплавления металла во время сварки происходит под действием тепла дуги, которая образовалась между электродом и металлом в результате подключения металла и электрода к противоположным клеммам сварочного аппарата.
Существуют два варианта проведения сварочных работ, различающиеся порядком подключения, получившие название сварки на прямой и обратной полярности. При прямой полярности электрод подключается к минусу, а металл к плюсу, происходит сниженный ввод тепла в металл. Зона расплавления узкая, в тоже время глубокая.
При обратной полярности к плюсу подключен электрод, а металл к минусу, происходит сниженный ввод тепла в изделие. Зона расплавления достаточно широкая, но не глубокая. Можно наблюдать эффект катодной очистки свариваемой поверхности.
Какую полярность при сварке выбрать? Сварка выполняется как на прямой, так и на обратной полярности. При выборе учитывается тот факт, что больше нагревается элемент сети, подключенный к плюсу. Окрашенная на рисунке красным цветом область при сварке нагревается наиболее.
Выполняя сварку тонкого металла его боятся перегреть и прожечь. К изделию подключают минус и варят на обратной полярности. На прямой полярности варится толстый металл.
Влияние скорости подачи электрода
Скорость сварки и подачи электрода должна обеспечивать поступление достаточного количества расплавленного металла в зону сварки. Недостаток металла приводит к подрезу.
При быстром перемещении электрода вдоль шва, мощности дуги не хватает для прогрева металла, шов получается неглубокий, лежит сверху металла, не проплавив свариваемые кромки. При медленном продвижении электрода, наблюдается перегрев основного и электродного металла, возможно прожигание поверхности и деформация тонкого металла.
Влияние силы тока
Силу тока устанавливают на инверторе, согласно данным, приведенным в таблице. Как видите, данные предположительные.

Сила тока и скорость движения оказывают комплексное воздействие на сварной шов. Большой ток увеличивает глубину проплавления и позволяет увеличить скорость движения электрода. При оптимальном соответствии силы тока и скорости шов получается в меру выпуклый и красивый, обеспечивает требуемую глубину провара свариваемых кромок.
Сварочный процесс инвертором тонких металлических листов
 На что еще нужно обратить внимание перед проведением сварочного процесса? На полярность электронов. Это есть основы сварочного дела. При сварочном процессе постоянным током имеются отрицательный и положительный заряд источника. Говоря о том, как правильно подключить сварочный инвертор, в первую очередь, нужно определиться какой заряд куда подключить, исходя из того, что если положительный заряд имеет материал, который нужно сварить, тогда он нагреваться будет больше. Если положительный заряд подсоединить к электроду, тогда он будет больше нагреваться и гореть. Типовой является обратная полярность при сварке инвертором, так как предполагается сваривание тонких металлических листов, а их легко прожечь. Поэтому если вас в первую очередь интересует сварка инвертором тонкого металла, стоит обратить особое внимание на установление обратной полярности инвертора, а также на нормальную силу тока. Электроды для инверторной сварки тонкого металла подключаются «плюсом» к дуге инвертора, а «минусом» к металлическому листу.
На что еще нужно обратить внимание перед проведением сварочного процесса? На полярность электронов. Это есть основы сварочного дела. При сварочном процессе постоянным током имеются отрицательный и положительный заряд источника. Говоря о том, как правильно подключить сварочный инвертор, в первую очередь, нужно определиться какой заряд куда подключить, исходя из того, что если положительный заряд имеет материал, который нужно сварить, тогда он нагреваться будет больше. Если положительный заряд подсоединить к электроду, тогда он будет больше нагреваться и гореть. Типовой является обратная полярность при сварке инвертором, так как предполагается сваривание тонких металлических листов, а их легко прожечь. Поэтому если вас в первую очередь интересует сварка инвертором тонкого металла, стоит обратить особое внимание на установление обратной полярности инвертора, а также на нормальную силу тока. Электроды для инверторной сварки тонкого металла подключаются «плюсом» к дуге инвертора, а «минусом» к металлическому листу.
В условиях частного дома больше значение имеет именно сварка тонких деталей. Потому что малейшие ошибки могут привести к прожогу металла. Прежде чем приступить к работам с тонкими деталями постарайтесь освоить основные швы на металле большой толщины.
- Сварку выполняйте на минимальной рекомендованный величине силы тока.
- Шов выполняйте углом вперед.
- Сварку обязательно выполняйте на обратной полярности.
- Большая проблема при выполнении сварки тонкого металла - деформация детали. Для того чтобы ее уменьшить, закрепите детали во время сварки.
- При выполнении прихваток на длинных изделиях, более 0,5 м, прихватки начинайте ставить от середины изделия к краям.
Самым распространенным запросом в сети интернет для тех, кто хочет научиться работе инвертором, является «сварка инвертором для начинающих видео». Мы предоставляем на страницах своего сайта уникальное видео, на котором вы сможете посмотреть все принципы работы инвертором для начинающего.
А мы позволим себе еще несколько советов по обучению сварочному процессу инвертором:

Еще видео по теме:
Изучите видео, как правильно работать сварочным инвертором и, мы уверены, что для вас сварочный процесс не составит труда. Прежде чем посмотреть видео, внимательно прочитайте описание сварки, которое написано у нас в статье.
Видео-уроки по сварке инвертором:
И напоследок, как же грамотно выбрать сварочный инвертор?
Рекомендуем вам еще:
Комментарии:
Facebook (X )
Обычные (37)
- Анатолий
Очень хорошая и полезная статья! Мне прям понравилось ее читать, спасибо за столь детальный разбор различных нюансов в сварном деле. Будем практиковаться!)
- Володимир
Пане Майстер. я лише починаю зварювати підкажіть я виставив рекомендовану напругу але шось воно занадто спалює електрод і полярність ніби нормальна ну шось воно не те може і мені шось порадете.
- Дмитрий
Сварщик Киев, сварочные работы по доступным ценам
Если нужна помощь пишите, тут в комментарии, всегда поможем) - Антон
большое спасибо!!!
- Валерий Анатольевич
Очень полезное видео для начинающих, полезная информация в целом и полезный сайт! Спасибо! Удачи в Вашей работе!
- Татьяна
Мне нужен мастер, который бы приварил металлический венец к окладу иконы. Металл- латунь.
- Соня
Спасибо, статья очень понравилась и комментарии тоже
- Александр (Прораб)
Дорогие друзья, за этот месяц эта статья была просмотрена 8272 раза, что есть высоким показателем. Пожалуйста, рекомендуйте статью своим друзьям в соц сетях, чтобы принести еще больше пользы начинающим сварщикам.
- Александр
подскажите пожалуйста по полярности. +на электрод подключать или на массу.а то везде по разному пишут.сварка перестала проваривать метал отдал в ремонт после ремонта немного проработала и опять такая-же проблема сообщил мастеру а он сказал что электрод надо на — подключать а + на массу а в инструкции наоборот написано + электрод, — масса.
- Дмитрий
Мужики, хочу сказать следующее, практика сварки металла у меня достаточная. Сегодня варю метал как из пластилина поделку леплю, легко могу электродом троечкой, в потолке, заварить дыру диаметром 40-100мм без заплатки ну и так далее, короче в удовольствие. Такое умение, а это произошло лет 18назад, получил, как только начал видеть и различать цвет металла во время нагрева дугой. Поэтому считаю самым важным умением во время горения дуги: 1. отличать шлак от металла. 2. видеть температуру нагрева металла по его цвету. Научитесь данным вещам и вы обалдеете как всё легко и просто.
На даче или в гараже, а также в квартире в ряде случаев может потребоваться соединить несколько металлических предметов. Привлечение профессионалов обходится дорого, да и не всегда удобно. Сегодня допустимо приобрести инструмент, и проводить процедуры самостоятельно. Для этого потребуется освоить несколько навыков и конечно помнить о технике безопасности. Сварка – это серьезный процесс, требующий от человека максимальной концентрации, набора навыков и готовности учиться.
Современные инверторные аппараты экономичны и просты в использовании. Базовая нагрузка идет на электросеть. Раньше пользователи сталкивались с тем, что вырубались пробки из-за большого потребления энергии устройством. Сегодня модели оснащены конденсаторами для накопления энергии. Благодаря этому допустима продолжительная работа без ущерба для питания.
Принцип работы основан на расплавлении стержня устройства и изделия. После продолжительного воздействия на предмет электродом. Уточняя, как научиться варить сварочным инвертором с нуля, отметим, что в первую очередь надо разобраться, что потребуется и как обеспечить технику безопасности.
Оборудование
В первую очередь потребуется хороший сварочный аппарат, он стоит недорого. Весить инструмент должен не более десяти килограмм. К другим материалам, которые потребуются, относятся:
- электроды;
- сварочная проволока.
При подборе оборудования стоит руководствоваться двумя принципами: качество и безопасность. Чем больше инструмент, тем серьезнее опыт требуется. А также отметим, что для массивных агрегатов необходим газовый баллон.
При приобретении важно учитывать следующее:
- Чем больше сварочный ток, тем дороже инструмент, но и более функционален.
- Ста шестидесяти ампер достаточно, чтобы работать с металлом толщиной до пяти миллиметров.
- Бытовые сети не адаптированы для приборов мощностью свыше двухсот пятидесяти ампер.
При использовании проволоки допустима работа с разными металлами и толщиной. Изучим, как научиться варить электросваркой в домашних условиях.
 Тому, кто проводит работы, также нужен защитный костюм и хорошая маска. Идеальным вариантом будет маска для сварки хамелеон.
Тому, кто проводит работы, также нужен защитный костюм и хорошая маска. Идеальным вариантом будет маска для сварки хамелеон.
Чем более серьезные работы планируется проводить, тем лучше защита необходима. Для кратковременной сварки достаточно специальных очков.
Одежда должна быть скроена из негорючих материалов. Как правило, используются костюмы из брезента или замши. Уточняя, как правильно научиться варить электросваркой для начинающих, отметим, что к подбору одежды стоит подойти основательно, от этого зависит здоровье человека и окружающих.
Техника безопасности
В связи с возникновением мощного излучения света и тепла, правила безопасности распространяются, как на самого рабочего, так и на людей, находящихся в непосредственной близости.
Рассмотрим ключевые нормы безопасности:
- Расстояние между баллоном с газом и генератором должно быть не менее пяти метров.
- Во избежание повреждения шлангов, их подвешивают.
- Сварочное пространство должно быть ограждено, чтобы находящие в помещении люди и животные не получили ожогов.
Также отметим, что недопустима обработка труб, находящихся под давлением. В первую очередь их надо опустошить, и уже потом приступать к работам. Рассматривая, как научиться сварке самостоятельно, определим, что соблюдение техники безопасности не менее важно, чем обучение самому процессу.
Ручную дуговую сварку подразделяют на следующие классификации:
- по виду электрода – плавящиеся и неплавящиеся электроды;
- по форме дуги – свободная и сжатая;
- по принципу воздействия на металл – прямое и косвенное.

Изучая, как научиться сварочным работам самостоятельно стоит заранее определить технику и вид дуговой сварки. Постепенно допустимо освоить все разновидности.
В процессе обучения стоит отдать предпочтение распространенным электродам МР -3. Они просты в использовании и при разжигании. Самые распространенные и выгодные по цене электроды – с диаметром в три миллиметра.
Что такое прямая и обратная полярность?
Металл расплавляется под влиянием дуги. Она создается между изделием и инструментом под действием электрического тока. Допустимо выполнять сварку несколькими способами, они отличаются друг от друга методом подключения.
При прямой полярности стержень подключают к минусу, а само изделие к плюсу. Зона расплавления глубокая и узкая. При обратной полярности все наоборот и методика подключения, и итог. Место расплавления неглубокое, но широкое.
Большему нагреву подвержен элемент, который подключен к плюсу, это важно учитывать при выборе методики. Допустимо применение нескольких способов при работе с одним изделием.
Существует специальная таблица, где указаны рекомендации по выбору того или иного метода. Все зависит от толщины металла.
 Сварное соединение представляет собой место, которое сложно разъединить, и оно было образовано сваркой. К основным типам сварных соединений относятся:
Сварное соединение представляет собой место, которое сложно разъединить, и оно было образовано сваркой. К основным типам сварных соединений относятся:
- Стыковое – два элемента примыкают друг к другу торцевыми сторонами.
- Нахлесточное – части частично накрывают друг друга.
- Угловое – элементы примыкают под углом в девяносто градусов.
- Тавровое – одна из частей под углом приваривается к основе другого.
Сварной шов образуется в результате того, что металл кристаллизуется и происходит деформация.
Розжиг дуги осуществляется один из двух методов:
- Электрод упирают торцом в деталь. При его сдвиге на несколько миллиметров происходит розжиг касанием. Новичку с холодным электродом это сделать не просто. Все движения должны быть плавными, но оперативными в противном случае, электрод либо прилипнет к изделию, либо порвется дуга.
- Принцип чиркания похож по методике на зажигание спички. Уже горячий электрод подносят к изделию, и создается дуга. Такой вариант проще для начинающих сварщиков.
После розжига и создания дуги начинает плавиться металл. В процессе будет появляться шлак и пузырьки газа. За ними надо внимательно следить, через маску, чтобы они не попали в шов изделия.
Влияние скорости подачи электрода
Скорость подачи электрода оказывает влияние на беспрерывное поступление расплавленного металла в зону, где происходит сварка. Если их недостаточно, то возникает прорез.
Если скорость очень высока, то шов формируется поверхностно и становится не прочным. Если скорость напротив низкая, то допустимо прожечь поверхность изделия и деформировать тонкий металл.
Как влияет сила тока?
Сила тока непосредственно устанавливается на инверторе и зависит от толщины металла. Рассмотрим примеры рекомендованных показателей:
Сила тока увеличивает глубину и увеличивает скорость. Если оптимально подобрать силу тока и скорость подачи, то шов получится крепким, красивым.
 Принцип действий при осуществлении резания металла следующий:
Принцип действий при осуществлении резания металла следующий:
- На инструменте необходимо выбрать режим тока. Он должен соответствовать толщине обрабатываемого металла.
- Электрод приставляем к месту пореза и после небольшого ожидания, что он нагрелся, начинаем процедуру.
- При разрезе пластины рекомендуется поставить ее вертикально. Это требуется для того, чтобы побочный эффект виде расплавленного железа стекал вниз и не вредил работе.
Для резки стоит выбрать электрод отличный от того, который применяется при сварке. Что касается техники безопасности, то нормы аналогичны.
Как самому научиться сварочным работам на инверторе?
В первую очередь перед работой с инвертором необходимо обеспечить безопасность:
- Одеть защитные перчатки из грубой ткани, недопустимо использование резиновых вариантов.
- На глаза одеваются очки или маска. Преимущество маски хамелеон в том, что она сама адаптируется на яркость тока и защищает зрение.
- Куртка и фартук из брезента.
- Обувь также должна быть из кожи и на высокой подошве.
Помимо обеспечения безопасности и приобретения сварочного аппарата важно выполнить следующие подготовительные шаги:
- оборудовать пространство – убрать со стола все, что может помешать, и куда попадут капли;
- гарантировать качественное освещение;
- чтобы защититься от тока стоять надо на толстом деревянном настиле.
После подготовительных этапов можно приступать к работе. Для этого выбирается уровень тока в зависимости от толщины изделия.
Сам металл также стоит подготовить заранее. Во-первых, он очищается от ржавчины. Во-вторых, обрабатывается раствором.
Результатом сварки станет полученный шов. Электродуговой метод позволяет получить качественный результат, без дефектов и необходимости исправления работы. При возникновении каких-либо ошибок, стоит исправить изделие, так как со временем может стать только хуже.
Инверторная сварка – обзор аппарата
 Рассмотрим сам аппарат детальнее и рейтинг наиболее эффективных приборов. К доступным по цене аппаратам относятся:
Рассмотрим сам аппарат детальнее и рейтинг наиболее эффективных приборов. К доступным по цене аппаратам относятся:
- Интерскол ИСА-160/7,1 допустима работа с нестабильным напряжением. Удобен в использовании и мобилен. Цена стартует от семи с половиной тысяч. Потребуется приобретение нескольких дополнительных элементов.
- Ресанта САИ-220 – компактный и в меру легкий прибор, эффективен даже при низком напряжении. НЕ всегда надежен вентилятор охлаждения. Цена от восьми тысяч рублей.
- Сварог EASY ARC 160 (Z213) удобен в использовании даже начинающим мастерам. Легкий и быстрый, а при покупке входит большой набор необходимых компонентов.
- Зубр ЗАС-190 обладает рядовыми характеристиками, присущими для простого недорого инвертора. Слабый вентилятор и низкокачественные провода – признак китайского производства в массовом масштабе. Стоит от восьми тысяч.
Наряду с недорогими моделями существуют и более мощные и качественные устройства. Например, FUBAG IN 163 стоит больше двенадцати тысяч. Его часто используют профессиональные сварщики, выполняющие работы на дому или загородом. Одно из ключевых преимуществ – продвинутая система защиты от перенапряжения. Это не только продлевает жизнь прибору, но и помогает в создании красивых сварочных швов.
Рассматривая, как научиться варить сваркой Ресанта самому, отметим, что, во-первых, следует внимательно изучить инструкцию, во-вторых, проконсультироваться с опытными мастерами.
Контроль величины дуги (дугового промежутка)
Контроль величины дуги осуществляется посредством переносного амперметра. Сама сварка ведется на самой короткой дуге, насколько это допустимо. Перед тем, как загасить дугу сварщику требуется заполнить кратер. Для этого производятся несколько недлинных замыканий электрода. После чего производится вывод места обрыва. Учиться отслеживать величину дуги надо с самого первого раза, даже если работа выполняется под надзором опытного мастера.
 Формирование сварного шва происходит за короткий промежуток времени, поэтому относится к процессу надо внимательно и оперативно действовать. На итог будет оказывать влияние в частности скорость заполнения металлом.
Формирование сварного шва происходит за короткий промежуток времени, поэтому относится к процессу надо внимательно и оперативно действовать. На итог будет оказывать влияние в частности скорость заполнения металлом.
Шов формируется посредством двух медных водоохлаждаемых ползунов. Они перемещаются со скоростью, равной скорости сварки.
Наиболее равномерные швы получаются при механизированной сварке, а также при использовании легких по весу ручных инверторов. Длина дуги также существенно влияет на качество сформированного сварочного шва.
Таким образом, рассматривая, как самому научиться варить электросваркой, важна не только техника процесса, но получаемый результат. В данном деле им является сварочный шов. Учиться формированию шва стоит с самого простого, постепенно переходя к сложным методикам. Не стоит сразу использовать тонкий металл, так как он требует особого отношения и подхода.
Шов допустимо вести трем способами:
- под прямым углом – ванна будет симметричная, но не самая удобная, как правило, используют в местах с трудным доступом;
- под углом вперед – глубокая ванна в начале шва, дуга, таким образом, выталкивает металл, не давая ему заливаться обратно;
- под углом назад – легко контролировать процесс в связи с хорошей видимостью шва, часто применяется для которых швов – перехватов.
Дефекты швов могут быть связаны со множеством факторов, но чаще всего с неровностью в ширине и глубине сварочной ванны.
Дефекты в зоне сварки
 Дефектами принято считать любые отклонения от стандартов и заданных параметров. К наиболее распространенным причинам образования дефектов относятся:
Дефектами принято считать любые отклонения от стандартов и заданных параметров. К наиболее распространенным причинам образования дефектов относятся:
- Неправильный выбор режима – силы тока для конкретной толщины металла.
- Ошибки сварщика, связанные с небольшим опытом и человеческим фактором.
- Неисправность сварочного оборудования.
Все дефекты условно допустимо разделить на несколько групп:
- трещины – пробелы, проявляющиеся под действием холода или при больших нагрузках;
- полости или поры – пустые пространства, заполненные газом внутри шва;
- твердые элементы – кусочки нерасплавленного металла, выделяющиеся на изделии;
- несплавления – эпизодическое отсутствие сварного шва;
- нарушение формы шва и прочие отклонения от нормативов.
В зависимости от механизма образования также выделяют холодные и горячие дефекты. Чтобы сварить изделие правильно важно точно понимать технологию процесса и изучить все тонкости и детали вопроса. В противном случае появления дефектов не избежать.
Особенности сваривания тонких листов металла
Сварка тонких листов сложна даже для мастеров с опытом. Рассмотрим основные сложности, с которыми сталкивается сварщик, начиная работу:
- Недопустим сильный нагрев изделий, так как очень быстро образуются дыры. Вести электрод надо ровно и оперативно, без отклонений и задержек.
- Необходимо делать короткую дугу, но она даже при незначительном отрыве быстро гаснет.
- Если слишком перенагреть изделие, то можно изменить форму самих листов.
При сплавлении тонких листов особенно важно тщательно обработать изделия, очистить их от ржавчины, налета и краски. Научать сварке можно за один день, но скорее всего результат получится грубым и неаккуратным. Приступать к работе с тонкими деталями стоит при наличии определенного опыта. Обучение процессу связано, как с теорией, так и с практикой. Пользоваться полученными знаниями впоследствии можно всю жизнь.
Резюмируя принципы работы с тонким металлом, отметим следующие аспекты:
- использовать максимально толстые электроды и обратную полярность – для избегания прожога;
- максимально сконцентрироваться на старте – при начале формирования сварочной ванны;
- шов стоит вести короткими отрезками, это не только сделает стык более крепким, но и не деформирует пласты металла.
Важно своевременно тщательно зачищать металл и использовать только качественные электроды. Большое количество шлака ухудшит и внешний вид изделия, и его качество.
 Резюмируя, описанные выше правила и рекомендации, рассмотрим несколько советов начинающим сварщикам от мастеров и экспертов:
Резюмируя, описанные выше правила и рекомендации, рассмотрим несколько советов начинающим сварщикам от мастеров и экспертов:
- Нельзя торопиться, если есть желание достичь качественного и красивого результата. Целесообразно заранее подготовить болгарку, на случай, если что-то пойдет не так и придется переделывать.
- Сложив рядом две металлические пластины надо внимательно изучить место стыка в маске. Так как она искажается изображение, стоит адаптироваться к оттенкам и изменениям форм. Только после того, как все элементы стали ясно видны в маске можно брать устройство.
- При невозможности зажечь дугу стоит сначала проверить, все ли делается правильно и только после этого проверять напряжение в сети. Оно должно быть от двухсот двадцати вольт. Длинные провода также могут стать причиной неудачных попыток.
- Электроды стоит хранить в теплом месте, например, на батарее или на печи. При работе рекомендуется брать с собой несколько, всю пачку постоянно носить не нужно.
- Отбивку шлаковой корочки необходимо делать исключительно в защитных очках и брезентовой одежде.
- Рекомендуется регулярно проверять исправность оборудования и обязательно делать это перед работой. Также стоит уделить внимание розетке, в которую планируется вставление прибора.
- При завершении шва надо ненадолго задержать электрод в конечной точке. Резкий обрыв приведет к глубокому кратеру, который ослабит шов и испортит внешний вид. Рекомендуется даже аккуратно провести электродом по всему шву в обратном направлении и только после этого отрывать дугу.
Несмотря на то, что мастера на все руки собирают инверторы самостоятельно, работа с такими приборами очень небезопасна. Следует отдавать предпочтение промышленным устройствам, создаваемым на заводах.
 Готовить аппарат в домашних условиях можно, но тогда надо подходить к этому делу профессионально. Сварка предполагает, что человек знаком с основными законами физики на практике, имеет опыт работы с электричеством и действует не в одиночку. После критически важно для безопасности создателя инструмента в процессе производства и тестирования агрегата.
Готовить аппарат в домашних условиях можно, но тогда надо подходить к этому делу профессионально. Сварка предполагает, что человек знаком с основными законами физики на практике, имеет опыт работы с электричеством и действует не в одиночку. После критически важно для безопасности создателя инструмента в процессе производства и тестирования агрегата.
Научиться варить инвертором при желании может каждый человек. В связи с тем, что деятельность требует силы, а также внимательности и тщательной подготовки, лучше это направление осваивать мужчинам. Приобретение оборудования целесообразно, когда планируется проведение нескольких работ, ради одного раза легче пригласить специалиста. Уточняя, можно ли научиться варить электросваркой за 1 день, ответим положительно, но навыков хватит только для простых задач. Сложные виды работ осваиваются мастерами годами.
Вконтакте
Если вы собираетесь самостоятельно заняться сварочными работами и решили делать это с помощью инверторного аппарата, вам нужно разбираться заранее как работать сварочным инвертором.
Тогда читайте эту статью: все, что здесь написано, вам пригодится.
Самое главное – знать, что все получится на отлично, ведь технология сварки инвертором очень проста в освоении и использовании, здесь не особо нужны опыт и мастерство.
Техника безопасности
Любое сварочное дело, включая , напрямую связано с электрически током.
А это означает, что без знания и выполнения правил техники безопасности, как варить сварочным инвертором, вам не стоит начинать, это даже не обсуждается.
Эти правила просты и бесхитростны:
- Нужно проверять кабели на целостность и исправность перед подсоединением к инвертору. Важно запомнить: кабель обратный с прищепкой идет к минусовому полюсу. Кабель, где есть электродержатель, крепим к плюсовому разъему.
- После визуальной проверки установить ручку с регулятором силы тока на минимальное значение. Затем подключаем аппарат к сети. Слушаем работу включившегося вентилятора: если шум ровный и без треска, все в порядке.
- Теперь учтем немалый вес металла, с которым вам придется работать.
Спецодежда

Сварка инвертором.
Прежде всего нужно учитывать действие высокой температуры и иметь следующие предметы:
- маску сварщика со специальными светофильтрами;
- защитные перчатки или краги;
- костюм из защитной ткани;
- обувь на подошве из резины;
- при необходимости респиратор, если пойдет в замкнутой комнате без проветривания.
Оборудование
Список необходимого оборудования:
- инверторный сварочный аппарат;
- молоток;
- электроды, отобранные под вид работы с учетом природы и толщины металла;
- щетка с металлической щетиной
Начинаем варить
Сначала устанавливаем правильную силу тока на инверторе. Помним, что в инверторных технологиях сварка переменным током – основной вид. Сила сварочного тока зависит от состава и диаметра его наконечника, положения заготовок при сварке и типа шва в планируемом соединении.
Все эти зависимости можно найти в исчерпывающих инструкциях к самому аппарату и во вкладышах в пачках с электродами. Теоретически ток сварки можно подобрать по диаметру стержня электрода: на каждый миллиметр диаметра должно приходиться около 30 А.
Находим удобную и устойчивую позу, одеваем маску и начинаем работу с отведенным локтем руки. Предплечье лучше обмотать кабелем. Если этого не сделать, по ходу сварки может устать рука, а кабель начнет болтаться, что негативно скажется на качестве сварочного шва.

Направление движения электрода для начинающего сварщика.
Для дебютных работ лучше выбрать металлические заготовки не самого маленького размера – более 20-ти см, так будет удобнее. Как обычно делают новички: надевают маску, поджигают электрическую дугу и сразу же на одном вдохе пройти заготовку во всю длину шва.
Если ваша деталь короткая, и вы сварите ее на одном вдохе, у вас может сформироваться ненужная привычка варить шов на одном дыхании. Поэтому тренируйтесь на длинных деталях с правильным дыханием.
Теперь о расположении предметов во время работы. Заготовки лучше разместить на рабочем столе – горизонтальной поверхности. Электрод в держателе должен находится под прямым углом к плоскости стола, затем угол наклона должен составлять примерно 30°.
Теперь нужно поджечь дугу, чтобы перемещаться вдоль планируемого сварочного шва.
Сварку можно производить углом назад, в этом случае наклон в 30° идет в направлении шва. Если углом вперед – электрод наклоняется в обратную сторону от шва. Электрод нужно вести примерно как карандаш – на высоте 2-х мм от поверхности заготовок.
Нужно помнить, что при горении электрод укорачивается, поэтому за расстоянием над поверхностью нужно следить постоянно.
Теперь о дуге и электродах
Быстро поджечь и правильно держать дугу – самое, пожалуй, важное дело для успешной сварки инвертором. Дуга не должна прерываться – вот за чем нужно следить при приближении электрода к плоскости заготовки.
Розжиг электрода проводится двумя способами: постукиванием или чирканьем. Если электрод новый, он поджигается легко. Если он уже горел, он покрыт пленкой из шлака, которая мешает быстро поджечь расходник.
В этом случае следует постучать электродов подольше, чтобы пленка разбилась. Зависимость между сварочным током и диаметром электрода легко просчитать с помощью таблиц, которые присутствуют в сети в огромном количестве.

Функциональная схема сварки инвертором.
Если у вас продвинутая модель инвертора, то она снабжена дополнительными функциями, которые отлично облегчают жизнь новичкам и всем остальным.
Вот эти продвинутые функции:
- Функция «Горячий старт» или HotStart облегчает поджиг электрической дуги.
- Антизалипание или форсаж дуги включается при слишком быстром приближении электрода к поверхности металла. Эта функция повышает уровень тока.
- Антистик или AntiStick наоборот, отключает ток для профилактики перегрева сварочного аппарата.
Учиться лучше на самой простой форме шва – ниточном шве, для которого электрод нужно вести ровно без каких-либо колебательных движений.
Как только вы начнете чувствовать себя уверенно с ниточной технологией, можно приступать к сварке металлов с колебательными движениями в разных конфигурациях – их существует несколько.
В таких случаях нужно сделать несколько первых колебательных движений для формирования сварочной ванны. Наклон электрода делаем под углом в 30°, не больше и не меньше. Как только проход закончен, нужно отбить шлаковую корку молотком, чтобы зачистить новый шов с помощью металлической щетки.
Чтобы шов вышел качественным и эстетичным, в его конце следует сделать пару-тройку колебательных движений в сторону металлической наплавки. Таким образом можно избежать образования кратера.
О сварочных швах
Которые формируются с помощью инверторной сварки, следующие:
- однопроходные, при которых толщина металлической заготовки восполняется за один проход;
- многопроходные, при которых одного прохода электродов не хватает. Применяются при сварке толстых краев.
Самый известный и простой способ проверки качества шва после сварки – постукивание по нему молотком. При этом отскакивает слой шлака – при условии, если шов ровный и гладкий. Также качество шва зависит от температурного режима: он должен быть правильным.
Если шов перегрет, он может сломаться, если нагрев недостаточный – произойдет весьма неприятная вещь – непровар.
Полярность прямая и обратная: в чем разница
Полярность в сварке на инверторном аппарате – вещь чрезвычайно важная, в которой нужно разбираться.
Если сварочный ток постоянный, то и движение электронов тоже постоянное. А при таком раскладе почти не бывает разбрызгивания капель и кусочков расплавленного металла, вследствие чего шов выходит аккуратным и высокого качества.
По своей сути полярность – это направление потока электронов, которое зависит от порядка подключения кабелей к двум разным разъемам аппарата. На инверторах есть возможность выбрать вид полярности. Сила тока при сварке также может регулироваться.
Обратная полярность

Виды полярности для сварки.
Это минусовой полюс на металлической заготовке, а плюсовой – на электроде. Ток, таким образом, передвигается от минуса к плюсу, то есть от металла к электроду. Электрод при таком способе довольно сильно нагревается. Способ хорош при сварке тонких металлов так как здесь снижается риск прожога.
Прямая полярность
Здесь наоборот: минусовой полюс находится на электроде, а плюс – на металле заготовки. Ток теперь течет от электрода к свариваемой детали, которая в этом случае греется больше электрода. Так работают с толстыми кромками металлов.
Следует заметить, что полярность всегда указывается в инструкциях на пачках с электродами.
Один из главных «инверторных» вопросов от дебютантов – какая полярность самая оптимальная при сварке инвертором? Ответ зависит от многих критериев, но с точки зрения резки металла полярность должна быть прямой.
Дело в том, что при таком виде полярности расплавленный участок получается глубоким и узким – как раз тем, что нужно при резке.
При обратной полярности все наоборот: зона расплавления небольшой глубины и довольно широкая.
Варим, режем
Если вы работаете с тонкими листами металла, вам необходимо правильно подобрать электрод небольшого диаметра и величину сварочного тока. Если, к примеру, толщина края вашей детали 0,8 мм, диаметр электродов должен быть 1,8 мм. Ну а сварочный ток должен достигать 35 А. Варить нужно с помощью прерывистых движений.
Вопрос какими электродами варить решается с учетом вида сварки и природы металла.
С помощью инвертора можно резать металлы и даже производить отверстия в стенках труб. Для того, чтобы сделать это грамотно и быстро, нужно выставить на аппарате правильные показатели. Диаметр электрода 2,5 мм и сила тока в 140 А являются именно такими показателями.
Поджигаем электрод и размещаем его точно по месту планируемого отверстия. Давим для хорошего прогрева. Переставляем электрод, снова давим и греем. И так до прорезывания отверстия нужной формы и величины.
Если вы режете листовой металл, то лист нужно фиксировать вертикально. В этом случае капли расплавленного металла будут стекать вниз, в противном случае вы рискуете получить внизу реза застывшие металлические сосульки.
Если говорить честно, то вся резка металлов , даже самым продвинутым инвертором – не самая лучшая идея с технической точки зрения. Всегда есть риск плавки металла на месте реза – метал может попросту выплавиться. Лучший способ резки металла – болгарка.
Выбираем, покупаем

Таблица характеристик для сварки инвертором.
Оборудование из Азии обычно недорого стоят и весьма приличного качества, за исключением, конечно подделок кустарного производства.
Европейские инверторы отличаются качествами с обязательным прилагательным впереди «высокий»: высокой ценой, высокой надежностью, высоким качеством. Российских аппаратов на рынке мало.
Разберитесь с маркой сварочного кабеля и площадью его сечения. Правильный выбор поможет вам избежать сложностей при перепадах напряжения в сети, если таковые будут происходить во время сварки.
Вторым делом разберитесь с наличием сервисных центров по стране. Если вы живете в городе-миллионнике, центр обслуживания конкретной продукции вряд ли будет для вас проблемой. А вот если вы живете в удаленном регионе, данный вопрос станет для одним из самых важных.
Если по-хорошему, то покупкой одного аппарата вам не обойтись. Обязательно купите сварочную маску со светофильтром. Вам необходимо защитить себя от брызг расплавленного металла и продуктов сгорания материалов.
Но главное – это защита от ультрафиолетового излучения раскаленной . Самый примитивный вариант – маска из пластика и светофильтра, который подбирают в зависимости от силы тока, освещения и вашего зрения.
Вариант подороже и намного более комфортный – маска со светофильтром типа «Хамелеон», которые автоматически меняют свои характеристики, и которые можно регулировать для окружающего освещения и состояния ваших глаз.
В сети множество таблиц с данными, которые помогут грамотно подобрать светофильтры. Лучше их выбирать на номер больше или меньше. Самым оптимальным решением будет проверка освещенности помещения для работы и вашего зрения.
Ладно, согласны, целый костюм из специальной ткани можно не покупать. Но брезентовый фартук с перчатками – не прихоть, а ваша защита. Рукавицы лучше выбирать из спилка. Обратите внимание на вашу обувь: учтите, что на ноги могут упасть капли расплавленного металла.
Как ухаживать за инвертором?
Любое оборудование любит уход и порядок, ваш инвертор – ни в коем случае не исключение. Правила, как правильно варить инверторной сваркой и как правильно его хранить, простые.

Выбор электрода для сварки различных металлов.
Перед работой нужно делать следующее:
- произвести визуальный осмотр аппарата и подготовить место, где вы собираетесь работать;
- установить инвертор в горизонтальном положении с желательной защитой от пыли, осадков и других загрязнений;
- кабель подключить к разъемам в соответствии с вашими планами, обычно это плюс на электрод, а минус на металл;
- подключить электропитание. Важнейший нюанс: если у вас используется удлинитель, сечение сварочного кабеля должно быть не меньше 2,5 мм².
- поджечь дугу на отрыве в качестве пробного теста;
- убедиться в целостности кожуха, потому что без него варить категорически запрещается;
- отрегулировать режим тока. Можно начинать варить.
Хранить ваш аппарат нужно по следующим правилам:
- постоянно проверять все узлы устройства. Частота проверок зависит от интенсивности использовании аппарата и степени запыленности рабочего помещения;
- чистить устройство от пыли с помощью сжатого воздуха и низкого давления. Электрическое плато струей воздуха не чистить, а обходиться мягкой щеткой;
- проверять крепость силовых разъемов, целостность вилки, розетки и изоляционного покрытия электрических кабелей;
- хранить инвертор лучше в сухих условиях, температура воздуха должна укладываться в диапазон от -15°С до +50°С, оптимальная влажность воздуха – около 70 – 80%.
- Не забывать отключать инвертор от сети, когда он не работает.
Рекомендуем также
 Тест 9кл внешняя политика 1953 1964
Тест 9кл внешняя политика 1953 1964
 Тест «Южная Америка Тесты по южной америке
Тест «Южная Америка Тесты по южной америке
 Заочная олимпиада по биологии и экологии Порядок оформления благодарственных писем
Заочная олимпиада по биологии и экологии Порядок оформления благодарственных писем
 Грегор мендель, горох и теория вероятностей
Грегор мендель, горох и теория вероятностей
 Закон о капитальном ремонте многоквартирных домов
Закон о капитальном ремонте многоквартирных домов
 Односекционные дома Здания жилые общего назначения многосекционные
Односекционные дома Здания жилые общего назначения многосекционные