Kontaktno varjenje - kako sami izdelati opremo in klešče? Domači varilni stroji Varilni stroj iz dveh latra.
Pri načrtovanju, sestavljanju ali popravilu nečesa je pogosto treba povezati dele. Vrste in načini povezav so različni. Na primer, pri povezovanju kovinskih izdelkov se uporablja navojna povezava (vijak ali vijak z matico), kovičenje, lepljenje, spajkanje in varjenje.
In če potrebujejo le prvi trije mehanska orodja, potem so za spajkanje potrebni spajkalniki, za varjenje pa nekateri mojstri izdelujejo domače varilne stroje za enosmerni in izmenični tok. Mnoge od teh enot že desetletja delujejo brez napak.
Domače AC naprave
Pri montaži, popravilu ali gradnji gospodinjski aparati ali katero koli opremo, postane potrebno zvariti več delov skupaj. Varilni aparati na izmenični tok so dragi, ni jih tako enostavno kupiti. Vendar je povsem sprejemljivo, da jih naredite sami. Sheme takšnih naprav so zelo različne.

Eden od izvirni modeli izdelan na osnovi transformatorja LATR (laboratorijski avtotransformator). Ta naprava deluje iz običajnega omrežja z uporabo izmeničnega toka. Njegove električne lastnosti so zelo visoke zaradi magnetnega vezja posebne zasnove.
Izdelan je iz tračnega transformatorskega železa (valjan) in ima obliko obroča ali torusa, čeprav je običajen varilni stroj za izmenični tok sestavljen iz plošč, podobnih črki "Ш". Značilnosti toroidnega izdelka so 4,7-krat višje, izgube pa skoraj minimalne v primerjavi z jedrom v obliki črke E.
Toda takšnega transformatorskega tračnega železa zdaj primanjkuje, zato je lažje dobiti že pripravljen 9-amperski laboratorijski avtotransformator (LATR) ali toroidno magnetno vezje iz izgorelega izdelka. Treba ga je previti - odstraniti staro ali zgorelo sekundarno navitje in ga naviti z novo, debelejšo žico. Z uporabo vsega tega boste sestavili 75-155 A AC aparat v približno 1-2 urah.
Nazaj na kazalo
Nazaj LATR
![]()
Za zamenjavo navitij naredite naslednje:
- Odstranite pokrov (če obstaja).
- Odstranite priključke iz nemagnetnega materiala (plastika, aluminij) skupaj z mehanskim delom.
- Znebite se starih ali zagorelih navitij:
- če navitja niso poškodovana, se sekundar preprosto navije na poseben shuttle za uporabo v drugih izvedbah in izvedbah. Iz vezanega lesa lahko izrežete čoln velikosti 4-5x10-20 cm;
- če so navitja izgorela, se žica odstrani na kateri koli način: odrezana, odrezana.
- Jedro je električno izolirano od bodočega navitja z ovijanjem železa z lakirano tkanino v dveh slojih ali z izdelavo prekrivk iz posebnega elektrokartona.
- Navijanje novih navitij, izolacija drug od drugega;
- Izvedite montažo.
Na napravah, izdelanih na osnovi transformatorja LATR, sta navita samo dva navitja.
Če je transformator popolnoma izgorel, morate naviti oba navitja.
Primar se izvede z žico 1,2 mm tipa PEV-2. Približna dolžina tega kosa je 170 m, za navijanje se uporablja čoln. Žica je na njej popolnoma navita.
![]()
In potem, ko pritrdijo konec, začnejo izvajati translacijske gibe roke znotraj toroida in oviti žico okoli izoliranega jedra. Navijanje poteka od zavoja do zavoja. Po navijanju je primarno navitje prekrito z izolacijo (enaka lakirana tkanina).
Za bolj zanesljivo izolacijo in učinkovito hlajenje naprave lahko uporabite metodo zračne reže med navitji. V tem primeru primarnega navitja ni mogoče izolirati od zgoraj - zadostuje lastna prevleka.
Metoda je:
- dva obroča sta izdelana iz debelega (3-5 mm) tekstolita z zunanjim kalibrom 3-5 mm (na vsaki strani) večjim od premera jedra z rano "primarno";
- robovi so odstranjeni (zaokroženi so), da se prepreči poškodba izolacije;
- obroči so pritrjeni na zgornji in spodnji strani jedra z dvostranskim trakom;
- sekundarno navitje je navito.
Sekundar - 45 obratov - se izvaja z več žicami, zvitimi skupaj, ali z vodilom, ki mora biti v steklasti ali HB izolaciji. Prečni prerez se izračuna glede na zahtevani varilni tok in je 5-7 A na 1 kvadratni mm. Za tok 170 A boste potrebovali vodilo ali zasuk s prerezom 35 mm ali več. Sekundarno navitje (za hlajenje) je razporejeno po toroidu z režo, pri čemer se poskuša enakomerno porazdeliti.
![]()
Če imate delujoč avtotransformator ali ste kupili novega, se delo zmanjša samo na previjanje enega (sekundarnega) navitja, saj je primarni že navit z žico potrebnega preseka in dolžine.
Premika se v naslednjem vrstnem redu:
- najprej odvijte kovinsko ali plastično ohišje (če obstaja);
- odstranite drsnik z grafitnim zbiralnikom toka;
- odstranite ojačitev iz nemagnetnega materiala (plastika, aluminij);
- določiti (pokličejo testerja) in označiti vse omrežne izhode;
- preostale žice so ovite z izolacijo ali pa so na njih nameščene PVC cevi in položene na stran LATR pravokotno na navitja;
- nato je sekundarno navitje nameščeno; zavoji, premer in znamka bakrenih žic so podobni zgoraj opisani možnosti (popolnoma izgorele).
Varilne stroje, natančneje njihove transformatorje, je priporočljivo montirati skupaj. Prva oseba potegne žico in jo položi, poskuša ne pokvariti izolacije in ohraniti razdalje med zavoji. Drugi drži konec žice in preprečuje njegovo zvijanje.
Če je izolacija prekinjena in se konci vsaj enega zavoja dotikajo, bo prišlo do kratkega stika med zavoji, transformator se bo pregrel in naprava bo odpovedala.
Varilni stroji s takim transformatorjem delujejo pri tokovih 55-180 A.
Nazaj na kazalo
žični diagram

Vsaka omrežna zasnova ima svojo shemo. Ima ga tudi zgoraj opisani varilni aparat.
Previt transformator pokrijemo s starim ohišjem (če se prilega), pripravimo novega ali opustimo ograjo. Ni tako nevarno. Navsezadnje ima naprava izhodni potencial največ 50 V. In veliko lažje je ohladiti transformator brez ohišja.
Zaključki navitij transformatorja na vaši napravi so povezani na naslednji način:
- Primarni (I) - priključen na 220 V z 2-4 mm bakreno gibljivo žico (VRP ali SHRPS). Potreben je avtomatik (Q1) - avtomatsko stikalo kot v hišah.
- Na sekundarno (večampersko) so pritrjene skrbno izolirane, a tudi upogljive žice PRG ustreznega preseka.
En konec je pritrjen na obdelovanec in ozemljen (zaradi električne varnosti). Na drugi strani je nameščen balastni upor (za regulacijo izhodnega toka) in domače ali standardno držalo elektrod za napravo.
Nazaj na kazalo
Trenutni regulatorji

Regulator je navita žica kalibra 3 mm iz konstantana oz nichrome žica dolg približno 5 m.To je nekakšen balast, ki je zaporedno povezan z električnim držalom.
Spirala je posebej utrjena na plošči azbestnega cementa. Varilni tok stroja je mogoče spremeniti na tri načine:
- način izbire. Na regulacijski konec je pritrjena krokodil sponka velika številka. Sprememba toka nastane s premikanjem sponke v spirali. Če spiralo okrepite samo na koncih (ali jo poravnate), bo prilagoditev gladka.
- Preklopna metoda. Vzemite stikalo. Njegov skupni izhod je povezan s krmilno žico. Preostali zaključki so povezani z zavoji spirale. Tok se regulira z diskretnim premikanjem drsnika.
- nadomestni način. Tok spreminjamo z izbiro elektrod (debele in tanke, dolge in kratke). Regulacija poteka v majhnih mejah. Ta metoda se skoraj nikoli ne uporablja.
Ti stroji spreminjajo varilni tok s prilagajanjem sekundarnega navitja. Iz njega se odstrani velik tok, zato je elektronsko spreminjanje toka nedonosno. Mora biti nameščen močne podrobnosti, ogromni hladilniki in ustrezno hlajenje.
Odličen varilni stroj je mogoče izdelati na osnovi laboratorijskega avtotransformatorja LATR in domačega tiristorskega mini regulatorja z usmerniškim mostom. Omogočajo ne samo varno priključitev na standardno omrežje 220 V, temveč tudi spreminjanje napetosti na elektrodi, kar pomeni izbiro potrebnega varilnega toka.
Toroidni avtotransformator (ATR) je nameščen v ohišju, izdelanem na magnetnem jedru velikega preseka. To jedro-magnetno vezje bo potrebno od LATR za izdelavo novega varilnega transformatorja (ST).
Potrebujemo dva enaka obroča magnetnega vezja iz velikih LATR. LATR so izdelovali v ZSSR različni tipi z največjim tokom od 2 do 10 A. Varilni transformator za njegovo izdelavo je primeren za tiste, katerih velikost magnetnega jedra bo omogočila prilagoditev zahtevanega števila obratov. Najpogostejši med njimi je ATR tipa LATR 1M.
Magnetno vezje iz LATR 1M ima naslednje dimenzije: zunanji premer 127 mm; notranji 70 mm; višina obročka 95 mm; presek 27 cm2 in teža 6 kg. Iz dveh obročev iz tega LATR lahko naredite odličen varilni transformator.
Pri številnih ATR ima magnetno vezje večji zunanji premer obroča, vendar manjšo višino in premer okna. V tem primeru ga je treba povečati na 70 mm. Obroč magnetnega kroga je narejen iz kosov železnega traku, navitih drug na drugega, ki so zvarjeni vzdolž robov.
Za nastavitev notranjega premera okna je treba konec traku odklopiti z notranje strani in odviti prava količina. Ne poskušajte narediti vsega naenkrat.
Varilni transformator začetek proizvodne operacije, najprej je potrebno izolirati oba obroča. Bodite pozorni na vogale robov obročev, če so ostri, lahko zlahka poškodujejo uporabljeno izolacijo in nato zaprejo navijalno žico. Na vogalih je bolje prilepiti nekakšen elastični trak ali vzdolž rezanega kambrika. Od zgoraj je obroč ovit z majhno plastjo izolacije. Nato so izolirani obroči pritrjeni skupaj.
Obroči so tesno zaviti z gostim trakom in pritrjeni na straneh s klini, vezanimi z električnim trakom. Zdaj je jedro za CT pripravljeno.
Pojdimo na naslednji element izdelava varilnega transformatorja in sicer polaganje primarnega navitja.
Transformator z varilnim navitjem - navit kot je prikazano na sliki 3 - primarno navitje je na sredini, oba dela sekundara sta nameščena na stranskih krakih. Primarno navitje zahteva približno 70-80 metrov žice, ki jo bo treba z vsakim obratom potegniti skozi obe okni magnetnega kroga. V tem primeru lahko priporočam uporabo naprave, prikazane na sliki 4. Najprej je žica navita nanjo in v tej obliki se zlahka potegne skozi okna obročev. Žica za navijanje je lahko grudasta, približno deset metrov, vendar je vseeno bolje uporabiti celo.
IN ta primer navita je po delih, konci pa so pritrjeni brez zvijanja in spajkani skupaj ter nato izolirani. Premer žice, uporabljene v primarnem navitju, je 1,6-2,2 mm. v količini 180-200 obratov.
Začnimo navijati ST. Kambrik pritrdimo na konec žice z električnim trakom na začetek prve plasti. Površina magnetnega jedra je zaobljena, zato bodo prve plasti imele manj zavojev kot vsaka naslednja plast za izravnavo površine, glejte sliko 5. Žico je treba položiti zavoj do zavoja, v nobenem primeru žica ne bo preobremenjena na žici. .
Plasti žice morajo biti izolirane drug od drugega. Da bi prihranili prostor, je treba navitje položiti čim bolj kompaktno. Na magnetnem krogu majhnih obročev je treba vmesno izolacijo nanesti tanjšo, na primer z navadnim lepilnim trakom. Ne hitite enkrat naviti primarnega navitja. To je lažje narediti v 2-3 pristopih.
Določimo število obratov sekundarnega navitja ST za zahtevano napetost. Za začetek priključimo že navito primarno navitje na izmenično napetost 220 voltov. Tok prostega teka te različice ST je nizek - le 70-150 mA, brnenje ST mora biti tiho. Na eno od stranskih ročic navijte 10 ovojev žice in na njej z voltmetrom izmerite izhodno napetost. Vsak od stranskih krakov prejme le polovico magnetnega pretoka, ki nastane na osrednjem kraku, tako da bo tukaj na vsak ovok sekundarnega navitja padlo 0,6-0,7 V. Na podlagi rezultata izračunamo potrebno število ovojev v sekundaru. navijanje, s poudarkom na nivoju napetosti pri 50 voltih, običajno približno 75 obratov. Najlažje zaviti nasedla žica 10 mm2 v sintetični izolaciji. Sekundarno navitje je mogoče sestaviti iz več niti bakrene žice. Polovico zavojev je treba naviti na eno ramo, polovico na drugo.
Ko navijete navitja na obeh rokah ST, morate preveriti napetost na vsakem od njih, dovoljena je razlika 2-3 voltov, vendar ne več. Nato so navitja na ramenih povezana zaporedno, vendar tako, da niso v protifazi, sicer bo izhod blizu ničle.
S standardno omrežno napetostjo lahko varilni transformator na magnetnem vezju iz LATR odda tok v obločnem načinu do 100-130 A s tokom kratkega stika sekundarno vezje doseže 180 A.
Oblok se zelo enostavno vžge pri napetostih XX približno 50 V ali več, čeprav je oblok mogoče vžgati pri nižjih napetostih brez večjih težav. Na obročih iz LATR lahko sestavite tudi ST po toroidni shemi.

To bo zahtevalo tudi dva obroča, bolje pri velikih LATR. Obroči so povezani in izolirani: dobimo eno veliko obročno magnetno vezje. Primarno navitje vsebuje enako število ovojev, kot je opisano zgoraj, vendar je že navito okoli celotnega obroča in običajno v dveh slojih. Plasti je treba izolirati s čim tanjšimi materiali. Ne uporabljajte debelih žic za navijanje.
Prednost toroidne sheme CT je njena visoka učinkovitost. Za vsak zavoj sekundarnega navitja je 1 volt napetosti, zato bo sekundarno navitje vsebovalo manj ovojev in izhodna moč bo večja kot v prejšnjem primeru.
Očitne pomanjkljivosti vključujejo težave z navijanjem, omejeno prostornino okna in nezmožnost uporabe žice velikega premera.
Za sekundar je problematično uporabiti trde žice. Bolje je uporabiti mehko pramene
Značilnost gorenja obloka toroidnega CT je za red velikosti večja kot pri prejšnji različici.
Shema varilnega stroja na osnovi ST na magnetnem vezju iz Latrova |
Načini delovanja so nastavljeni na potenciometre. Skupaj s kapacitivnostma C2 in C3 tvori klasične faznopremične verige, od katerih bo vsaka delovala v svojem polciklu in za določeno časovno obdobje odprla svoj tiristor. Posledično bo na primarnem navitju ST nastavljivo 20 - 215 V. S pretvorbo v sekundarnem navitju zlahka vžgejo oblok za varjenje na izmenični ali popravljeni tok v želeno napetost.
Za izdelavo varilnega transformatorja lahko uporabite stator iz asinhronega motorja. Velikost jedra je v tem primeru določena s površino prečnega prereza statorja, ki mora biti najmanj 20 cm 2.
V domačih barvnih televizorjih so bili uporabljeni veliki, težki omrežni transformatorji, na primer TS-270, TS-310, ST-270.Imajo magnetna jedra v obliki črke U, jih je enostavno razstaviti tako, da odvijete samo dve matici na zateznih čepih , in magnetno vezje se zlomi na dve polovici. Pri starejših transformatorjih TS-270, TS-310 ima presek magnetnega tokokroga dimenzije 2x5 cm, S = 10 cm2, pri novejših transformatorjih - TS-270 pa prerez magnetopropoda S = 11,25 cm2 z dimenzijami 2,5x4,5 cm V tem primeru je širina okna starejših transformatorjev nekaj milimetrov večja. Starejši transformatorji naviti bakrena žica, od njihovih primarnih navitij, lahko pride prav žica.
Varilni transformator druge možne vrste in izvedbe |
ST je poleg posebne proizvodnje mogoče dobiti s predelavo že pripravljenih transformatorjev za različne namene. Zmogljivi transformatorji ustreznega tipa se uporabljajo za ustvarjanje omrežij z napetostjo 36, 40 V, običajno na mestih s povečano požarno nevarnostjo, vlažnostjo in za druge potrebe. Za te namene se uporabljajo različne vrste transformatorjev: različne zmogljivosti, vključene v 220, 380 V v enofaznem ali trifaznem vezju.
Običajni material za izdelavo domačih varilnih transformatorjev so že dolgo žgani LATR (laboratorijski avtotransformatorji). Znotraj ohišja LATR je toroidni avtotransformator, izdelan na magnetnem vezju pomembnega preseka. To magnetno vezje bo potrebno od LATR za izdelavo varilnega transformatorja. Transformator običajno zahteva dva enaka magnetna obroča iz velikih LATR.
LATR se proizvajajo različni tipi, z največjimi tokovi od 2 do 10A, niso vsi primerni za izdelavo transformatorjev za varjenje, le tisti, katerih velikost magnetnega jedra vam omogoča, da položite zahtevano število obratov. Najpogostejši med njimi je verjetno avtotransformator tipa LATR-1M. Odvisno od žice za navijanje je zasnovan za tokove 6,7-9A, čeprav se dimenzije samega avtotransformatorja od tega ne spremenijo. Magnetno vezje LATR-1M ima naslednje dimenzije: zunanji premer D=127 mm, notranji premer d=70 mm, višina obročka h=95 mm, presek S=27 cm 2, teža približno 6 kg. Dober varilni transformator je mogoče izdelati iz dveh obročev iz LATR-1M, vendar zaradi majhne notranje prostornine okna ne morete uporabiti predebelih žic in boste morali prihraniti vsak milimeter okenskega prostora. Pomembna pomanjkljivost transformatorja iz LATRs v primerjavi s shemo transformatorja v obliki črke U je tudi, da je nemogoče izdelati tuljave ločeno od magnetnega vezja. To pomeni, da morate navijati, vsak obrat potegniti skozi okno magnetnega kroga, kar seveda močno oteži proizvodni proces.
Obstajajo LATR z bolj voluminoznimi magnetnimi obroči. So veliko bolj primerni za izdelavo varilnih transformatorjev, vendar so manj pogosti. Pri drugih avtotransformatorjih, podobnih parametrih kot LATR-1M, na primer AOSN-8-220, ima magnetno jedro drugačne dimenzije: zunanji premer obroča je večji, vendar sta višina in premer okna d = 65 mm manjši. . V tem primeru je treba premer okna razširiti na 70 mm.
Obroč magnetnega kroga je sestavljen iz kosov železnega traku, navitih drug na drugega, pritrjenih vzdolž robov točkovno varjenje. Da bi povečali notranji premer okna, je potrebno odklopiti konec traku od znotraj in odviti njegovo potrebno količino. Vendar ne poskušajte previti vsega naenkrat. Bolje je, da odvijete en zavoj in vsakič odrežete presežek. Včasih se na ta način razširijo tudi okna večjih LATR, čeprav to neizogibno zmanjša površino prečnega prereza magnetnega vezja.
Načeloma bi za varilni transformator zadostovala površina preseka in en obroč. Toda težava je v tem, da magnetna jedra z manjšo površino neizogibno zahtevajo več obratov, kar poveča prostornino tuljave in zahteva več okenskega prostora.
Transformator z dvema krakoma
Na začetku izdelave transformatorja je potrebno izolirati oba obroča. Posebna pozornost v tem primeru bodite pozorni na vogale robov obročev - so ostri, lahko zlahka odrežejo naloženo izolacijo in nato zaprejo navijalno žico s seboj. Bolje je, da najprej zgladite vogale s pilo, nato pa po dolžini nalepite nekaj močnega in elastičnega traku, na primer gosto držalo ali vzdolž prerezane kambrične cevi. Od zgoraj so obroči, vsak posebej, oviti s tanko plastjo izolacije iz blaga.Nato so izolirani obroči povezani skupaj. Obroči so tesno potegnjeni skupaj z močnim trakom, na straneh pa so pritrjeni z lesenimi zatiči, nato pa privezani s trakom - jedro magnetnega vezja za transformator je pripravljeno.
Naslednji korak je najpomembnejši - polaganje primarnega navitja. Navitja tega varilnega transformatorja so navita po shemi: primarna na sredini, dva odseka sekundarne na stranskih krakih.

Primarno navitje traja približno 70-80 m žice, ki jo bo treba z vsakim obratom potegniti skozi obe okni magnetnega kroga. V tem primeru ne morete brez preproste naprave.

Žico najprej navijemo na lesen kolut in jo tako brez težav potegnemo skozi okna obročev.
Žica primarnega navitja ima lahko premer 1,6-2,2 mm. Za magnetna vezja, sestavljena iz obročev s premerom okna 70 mm, se lahko uporabi žica s premerom največ 2 mm, sicer bo malo prostora za sekundarno navitje. Primarno navitje ima praviloma 180-200 ovojev pri normalni omrežni napetosti, kar zadostuje za učinkovito delo 3 mm elektroda.
Na koncu žice se namesti kambrik, ki ga HB trak pritegne na začetek prvega sloja. Površina magnetnega kroga ima zaobljeno obliko, zato bodo prve plasti vsebovale manj obratov kot naslednje - za izravnavo površine.

Žica leži tuljava do tuljave, v nobenem primeru pa ne dovolite, da bi žica prekrivala žico. Plasti žice morajo biti med seboj izolirane. Še enkrat, da bi prihranili prostor, je treba navitje postaviti čim bolj kompaktno. Na magnetnem jedru srednje velikih obročev je treba vmesno izolacijo uporabiti tanjšo. Ne smemo si prizadevati za hitro navijanje primarnega navitja. Ta proces je počasen in po polaganju trdih žic začnejo boleti prsti. Bolje je, da to storite v 2-3 pristopih - navsezadnje je kakovost pomembnejša od hitrosti.
Če je primarno navitje narejeno, je večina dela opravljena, sekundar ostane. Najprej pa morate določiti število obratov sekundarnega navitja za dano napetost. Za začetek vklopite že pripravljeno primarno omrežje. Tok brez obremenitve te različice transformatorja je majhen - le 70-150 mA, ropot transformatorja mora biti komaj slišen. Na enega od stranskih krakov navijemo 10 ovojev poljubne žice in na njih izmerimo izhodno napetost. Vsak od stranskih krakov predstavlja polovico magnetnega pretoka, ustvarjenega na osrednjem kraku, tako da je tukaj za vsak obrat sekundarnega navitja 0,6-0,7V. Na podlagi dobljenega rezultata se izračuna število obratov sekundarnega navitja, pri čemer se osredotoča na napetost 50 V (približno 75-80 obratov).
Izbira materiala za sekundarno navitje je omejena s preostalim prostorom oken magnetnega kroga. Poleg tega bo treba vsak obrat debele žice raztegniti po celotni dolžini ozko okno. Najlažji način je navijanje običajne nasedle žice 16 mm 2 v sintetični izolaciji - je mehka, prožna, dobro izolirana, med delovanjem se bo le rahlo segrela. Možno je izdelati sekundarno navitje iz več pramenov bakrene žice.
Polovica ovojev sekundarnega navitja je navita na eno ramo, polovica na drugo. Če ni dovolj dolgih žic, jih lahko povežete iz kosov - v redu je. Po navitju navitij na obeh rokah je potrebno izmeriti napetost na vsakem od njih, lahko se razlikuje za 2-3 V - vplivajo nekoliko drugačne lastnosti magnetnih vezij različnih LATR, kar ne vpliva posebej na lastnosti obloka med varjenjem. Nato se navitja na krakih povežejo zaporedno, vendar je treba paziti, da niso v protifazi, sicer bo na izhodu napetost blizu nič (glej članek Navitje varilnega transformatorja). Pri omrežni napetosti 220-230 V mora varilni transformator te zasnove v obločnem načinu razviti tok 100-130 A. Tok v primeru kratkega stika sekundarnega tokokroga - do 180A.
Lahko se izkaže, da vseh izračunanih obratov sekundarnega navitja ni bilo mogoče namestiti v okna, izhodna napetost pa se je izkazala za nižjo od želene. Delovni tok se od tega ne bo veliko zmanjšal. V večji meri znižanje napetosti odprtega tokokroga vpliva na proces vžiga obloka. Oblok se zlahka vžge pri napetostih blizu 50 V in več. Čeprav se lahko ob nižjih napetostih brez težav vžge oblok. Torej, če ima proizveden transformator izhod približno 40 V, potem ga je mogoče uporabiti za delo. Druga stvar je, če naletite na elektrode, namenjene za visoke napetosti, - nekatere znamke elektrod delujejo od 70-80V.
toroidni transformator
Na obročih iz LATR je možno izdelati tudi varilni transformator po drugačni - toroidni shemi. To prav tako zahteva dva obroča, po možnosti iz velikih LATR. Obroči so povezani in izolirani: dobimo eno obročno magnetno vezje s precejšnjo površino prečnega prereza.
Primarno navitje vsebuje enako število ovojev kot v prejšnjem vezju, vendar je navito po celotni dolžini obroča in praviloma leži v dveh slojih. Problem pomanjkanja notranjega prostora okna magnetnega vezja takšnega transformatorskega vezja je še bolj pereč kot pri prejšnji zasnovi. Zato je tukaj potrebna izolacija s čim tanjšimi plastmi in materiali. Tukaj je nemogoče uporabiti debele žice za navijanje. Čeprav se v nekaterih namestitvah uporabljajo predvsem LATR velike velikosti, samo na enem takem obroču je mogoče izdelati toroidni varilni transformator.
Ugodna razlika med toroidnim vezjem za varilni transformator je večji izkoristek. Vsak obrat sekundarnega navitja bo zdaj imel več kot en volt napetosti, zato bo imel "sekundar" manj ovojev, izhodna moč pa bo večja kot v prejšnjem vezju. Vendar pa bo dolžina obrata na toroidnem magnetnem vezju daljša in malo verjetno je, da bo tukaj mogoče prihraniti na žici. Slabosti te sheme so: zapletenost navijanja, omejena prostornina okna, nezmožnost uporabe žice velikega preseka, pa tudi visoka intenzivnost ogrevanja. Če so bila v prejšnji različici vsa navitja ločena in so imela vsaj delni stik z zrakom, je zdaj primarno navitje popolnoma pod sekundarnim, njihovo ogrevanje pa je medsebojno okrepljeno.
Za sekundarno navitje je težko uporabiti trde žice. Lažje ga je naviti z mehko vpleteno ali večžilno žico. Če pravilno izberete vse žice in jih previdno položite, se zahtevano število obratov sekundarnega navitja prilega v prostor okna magnetnega vezja in na izhodu transformatorja dobite želeno napetost.
Včasih je toroidni varilni transformator izdelan iz več obročev LATR na drugačen način, ne dajo se drug na drugega, ampak se železni trakovi traku previjajo iz enega v drugega. Da bi to naredili, najprej iz enega obroča izberemo notranje zavoje trakov, da razširimo okno. Obroči drugih LATR-jev se v celoti raztegnejo v trakove, ki se nato čim tesneje navijejo okoli zunanji premer prvo zvonjenje. Po tem je sestavljeno enojno magnetno jedro zelo tesno ovito z izolirnim trakom. Tako dobimo obročno magnetno vezje z večjim notranjim prostorom kot vsi prejšnji. V tem bo mogoče namestiti žico precejšnjega preseka. Zahtevano število obratov se izračuna iz površine prečnega prereza sestavljenega obroča.
Slabosti te zasnove vključujejo zapletenost izdelave magnetnega vezja. Še več, ne glede na to, kako močno se trudite, še vedno ne boste mogli ročno naviti železnih trakov enega na drugega tako tesno kot prej. Posledično se izkaže, da je magnetno vezje šibko. Pri delu v varilnem načinu železo v njem močno vibrira in oddaja močno brenčanje.
Ko uporabljate vsebino tega spletnega mesta, morate postaviti aktivne povezave do tega spletnega mesta, vidne uporabnikom in iskalnim robotom.
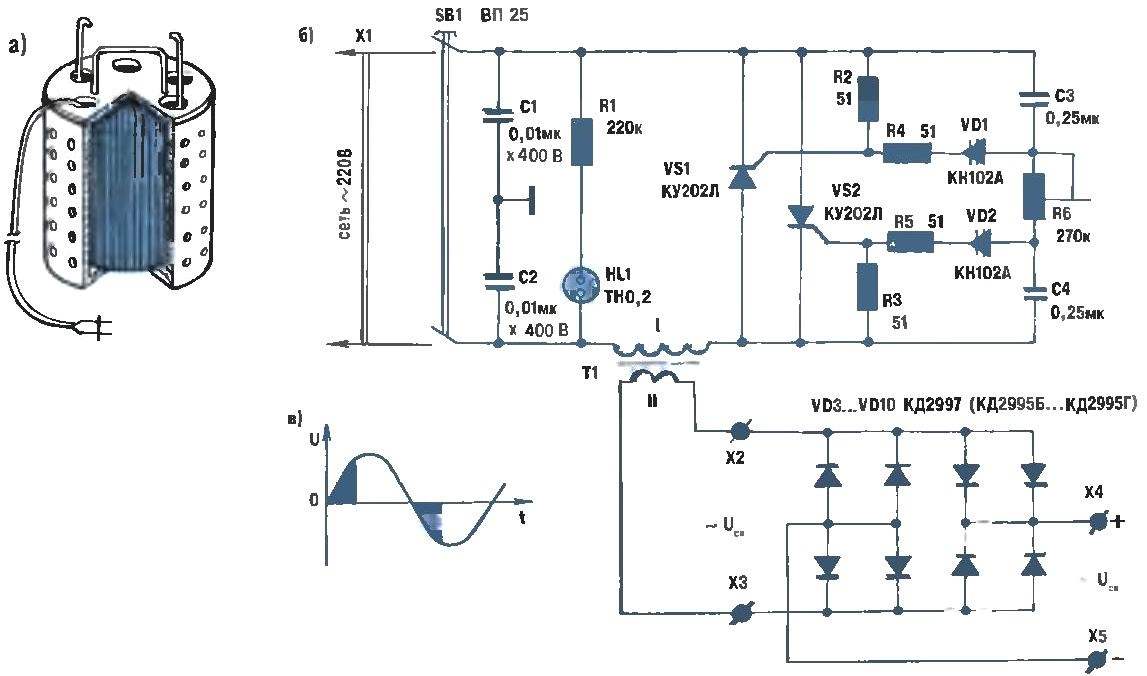
Od kompaktnega in hkrati precej zanesljivega, poceni in enostavnega za izdelavo "varilca" ne bo zavrnil niti en obrtnik, domači lastnik. Še posebej, če ugotovi, da ta naprava temelji na enostavno nadgradljivem 9 amperov(znan skoraj vsem iz šolskih lekcij fizike) laboratorijski avtotransformator LATR2 in domači tiristorski mini regulator z usmerniškim mostom. Omogočajo ne le varno povezavo z omrežjem gospodinjske razsvetljave 220 V AC, temveč tudi spreminjanje Uw na elektrodi, kar pomeni izbiro želene vrednosti varilnega toka.
Načini delovanja se nastavljajo s potenciometrom. Skupaj s kondenzatorjema C2 in C3 tvori verige faznega premika, od katerih vsaka, ki se sproži med svojim polciklom, za določen čas odpre ustrezni tiristor. Posledično je na primarnem navitju varilnega T1 nastavljivo 20-215 V. Preoblikovanje v sekundarnem navitju zahtevanih -Us olajša vžig obloka za varjenje na izmeničnem (sponki X2, X3) ali popravljenem (X4) , X5) tok.
Varilni transformator na osnovi široko uporabljenega LATR2 (a), njegova povezava z električnim omrežjem žični diagram doma izdelan nastavljiv aparat za varjenje na izmenični ali enosmerni tok (b) in napetostni diagram, ki pojasnjuje delovanje tranzistorskega krmilnika za način gorenja električnega obloka.
Upori R2 in R3 ranžirajo krmilna vezja tiristorjev VS1 in VS2. Kondenzatorji C1, C2 zmanjšajo na sprejemljivo raven radijske motnje, ki spremljajo praznjenje obloka. V vlogi svetlobnega indikatorja HL1, ki signalizira vključitev naprave v gospodinjsko električno omrežje, se uporablja neonska svetilka z uporom za omejevanje toka R1.
Za priključitev "varilca" na ožičenje v stanovanju se uporablja običajen vtič X1. Vendar je bolje uporabiti močnejši električni priključek, ki se običajno imenuje "Euro plug-Euro vtičnica". In kot stikalo SB1 je primerna "torba" VP25, zasnovana za tok 25 A in vam omogoča, da odprete obe žici hkrati.
Kot kaže praksa, na varilni stroj ni smiselno nameščati kakršnih koli varovalk (naprav proti preobremenitvi). Tukaj se morate ukvarjati s takšnimi tokovi, če jih presežete, bo zaščita na omrežnem vhodu v stanovanje zagotovo delovala.
Za izdelavo sekundarnega navitja se ščitnik ohišja, drsnik za odjem toka in pritrdilni elementi odstranijo iz podnožja LATR2. Nato se na obstoječem navitju 250 V (odcepi 127 in 220 V ostanejo nezahtevani) nanese zanesljiva izolacija (na primer iz lakirane tkanine), na vrhu katere je nameščeno sekundarno (nižajoče) navitje.
In to je 70 obratov izoliranega bakrenega ali aluminijastega vodila s premerom 25 mm2. Sekundarno navitje je sprejemljivo izdelati iz več vzporednih žic z enakim skupnim presekom.
Navijanje je bolj priročno izvajati skupaj. Medtem ko eden, poskuša ne poškodovati izolacije sosednjih zavojev, previdno raztegne in položi žico, drugi drži prosti konec bodočega navitja in preprečuje njegovo zvijanje.
Nadgrajeni LATR2 je nameščen v zaščitnem kovinskem ohišju z prezračevalne luknje, na katerem je vezje iz 10 mm getinaxa ali steklenih vlaken s šaržnim stikalom SB1, tiristorskim regulatorjem napetosti (z uporom R6), indikatorsko lučko HL1 za vklop naprave v omrežje in izhodnimi sponkami za varjenje na izmenično (X2 , X3) ali konstanten (X4, X5) tok.
V odsotnosti osnovnega LATR2 ga je mogoče nadomestiti z domačim "varilcem" z magnetnim vezjem iz transformatorskega jekla (presek jedra 45-50 cm2). Primarno navitje mora vsebovati 250 obratov žice PEV2 s premerom 1,5 mm. Sekundarni se ne razlikuje od tistega, ki se uporablja v posodobljenem LATR2.
Na izhodu nizkonapetostnega navitja je nameščena usmerniška enota z močnostnimi diodami VD3-VD10 za varjenje z enosmernim tokom. Poleg teh ventilov so sprejemljivi močnejši analogi, na primer D122-32-1 (rektificirani tok - do 32 A).
Močne diode in tiristorji so nameščeni na radiatorjih-hladilnih telesih, katerih površina je najmanj 25 cm2. Os nastavitvenega upora R6 se izvleče iz ohišja. Pod ročajem je nameščena lestvica z delitvami, ki ustrezajo določenim vrednostim enosmerne in izmenične napetosti. In zraven je tabela odvisnosti varilnega toka od napetosti na sekundarnem navitju transformatorja in od premera varilna elektroda(0,8-1,5 mm).
Seveda so sprejemljive tudi lastno izdelane elektrode iz ogljikovega jekla "žične palice" s premerom 0,5-1,2 mm. Plošče dolžine 250-350 mm so prekrite s tekočim steklom - mešanico silikatnega lepila in zdrobljene krede, pri čemer ostanejo nezaščiteni 40-mm konci, ki so potrebni za priključitev na varilni stroj. Prevleka se temeljito posuši, sicer bo med varjenjem začela "streljati".
Čeprav se lahko za varjenje uporablja tako izmenični (sponki X2, X3) kot enosmerni (X4, X5) tok, je druga možnost po mnenju varilcev boljša od prve. Poleg tega ima polarnost pomembno vlogo. Zlasti, ko se na "maso" (predmet, ki se vari) nanese "plus" in je v skladu s tem elektroda povezana s priključkom z znakom "minus", pride do tako imenovane neposredne polarnosti. Zanj je značilno sproščanje več toplote kot pri obratni polarnosti, ko je elektroda priključena na pozitivni priključek usmernika, "masa" pa na negativni.
Povratna polarnost se uporablja, kadar je potrebno zmanjšati nastajanje toplote, na primer pri varjenju tankih pločevin. Skoraj vsa energija, ki jo sprosti električni oblok, gre za nastanek zvara, zato je globina preboja 40-50 odstotkov večja kot pri toku enake jakosti, vendar z direktno polarnostjo.
In še nekaj drugih zelo pomembnih lastnosti. Povečanje obločnega toka pri konstantni hitrosti varjenja povzroči povečanje globine preboja. Poleg tega, če se delo izvaja na izmenični tok, potem zadnji od teh parametrov postane 15-20 odstotkov manjši kot pri uporabi enosmernega toka obratne polarnosti.
Varilna napetost malo vpliva na globino preboja. Toda širina šiva je odvisna od Uw: z naraščajočo napetostjo se povečuje.
Od tod pomemben zaključek za tiste, ki se ukvarjajo, recimo, z varjenjem med popravilom karoserije osebni avtomobil jeklena pločevina: najboljše rezultate dati varjenje enosmerni tok obratna polarnost pri minimalni (vendar zadostni za stabilno obločno napetost) napetosti.
Oblok mora biti čim krajši, elektroda se nato enakomerno porabi, globina preboja zvarjene kovine pa največja. Sam šiv je čist in močan, praktično brez vključkov žlindre. In pred redkimi brizgi taline, ki jih je težko odstraniti, ko se izdelek ohladi, se lahko zaščitite tako, da površino blizu zvara podrgnete s kredo (kapljice se bodo odkotalile, ne da bi se prijele na kovino).
Vzbujanje obloka se izvede (po nanosu ustreznega -Usv na elektrodo in "maso") na dva načina. Bistvo prvega je v rahlem dotiku elektrode na dele, ki jih je treba variti, čemur sledi njen umik za 2-4 mm vstran. Drugi način spominja na prižiganje vžigalice na škatli: z drsenjem elektrode po površini, ki jo varimo, se takoj odmakne za kratko razdaljo.
V vsakem primeru morate ujeti trenutek obloka in šele nato z gladkim premikanjem elektrode čez nastali šiv ohraniti mirno gorenje.
Glede na vrsto in debelino kovine, ki jo je treba variti, se izbere ena ali druga elektroda. Če na primer obstaja standardni izbor za ploščo St3 debeline 1 mm, so primerne elektrode s premerom 0,8-1 mm (za to je v glavnem zasnovana obravnavana zasnova). Za varilna dela na 2-mm valjanem jeklu je zaželeno imeti močnejši "varilec" in debelejšo elektrodo (2-3 mm).
Za varjenje nakita iz zlata, srebra, kupronikla je bolje uporabiti ognjevzdržno elektrodo (na primer volfram). Kovine, ki so manj odporne na oksidacijo, lahko varimo tudi z zaščito z ogljikovim dioksidom.
V vsakem primeru se lahko delo izvaja tako z navpično nameščeno elektrodo kot nagnjeno naprej ali nazaj. Toda prefinjeni strokovnjaki pravijo: pri varjenju s prednjim kotom (kar pomeni oster kot med elektrodo in končnim šivom) je zagotovljena popolnejša penetracija in manjša širina samega šiva. Vzvratno varjenje je priporočljivo samo za prekrivne spoje, še posebej pri obdelavi profiliranega jekla (kotnik, I-nosilec in kanaleta).
Pomembna stvar je varilni kabel. Za zadevno napravo je to nemogoče boljše prileganje pramen iz bakra (skupni presek pribl. 20 mm2) z gumijasto izolacijo. Zahtevana količina sta dva meter in pol dolga segmenta, od katerih mora biti vsak opremljen s skrbno stisnjenim in spajkanim priključnim ušesom za povezavo z "varilcem".
Za neposredno povezavo z "ozemljitvijo" se uporablja močna krokodilska sponka, z elektrodo pa se uporablja držalo, ki spominja na trikrake vilice. Uporabite lahko tudi avtomobilski "cigaretni vžigalnik".
Poskrbeti morate tudi za osebno varnost. Pri obločnem varjenju se poskušajte zaščititi pred iskrami, še bolj pa pred brizgami staljene kovine. Priporočljivo je nositi platnena oblačila ohlapno prileganje, zaščitne rokavice in masko, ki ščiti oči pred močnim sevanjem električnega obloka ( Sončna očala tukaj niso primerni).
Seveda ne smemo pozabiti na "Varnostne predpise pri izvajanju del na električni opremi v omrežjih z napetostjo do 1 kV". Elektrika ne odpušča malomarnosti!
M.VEVIOROVSKY, Moskovska regija Model oblikovalec 2000 št. 1.
Prepričan sem: niti en mojster, domači lastnik ne bo zavrnil kompaktnega in hkrati precej zanesljivega, poceni in enostavnega za izdelavo "varilca". Še posebej, če ugotovi, da ta aparat temelji na enostavno nadgradljivem 9-amperskem (skoraj vsem poznanem iz šolskih lekcij fizike) laboratorijskem avtotransformatorju LATR2 in lastno izdelanem tiristorskem miniregulatorju z usmerniškim mostom. Omogočajo ne le varno povezavo z omrežjem gospodinjske razsvetljave 220 V AC, temveč tudi spreminjanje u na elektrodi, kar pomeni izbiro želene vrednosti varilnega toka.
Načini delovanja se nastavljajo s potenciometrom. Skupaj s kondenzatorjema C2 in C3 tvori verige faznega premika, od katerih se vsaka sproži v svoji polovični periodi. odpre ustrezen tiristor za določen čas. Posledično je na primarnem navitju varilnega T1 nastavljivo 20-215 V. Preoblikovanje v sekundarnem navitju zahtevanega -u olajša vžig obloka za varjenje na izmeničnem (sponki X2, X3) ali popravljenem (X4) , X5) tok.
Upori R2 in R3 ranžirajo krmilna vezja tiristorjev VS1 in VS2. Kondenzatorji C1. C2 se zmanjša na sprejemljivo raven radijskih motenj, ki spremljajo razelektritev obloka. V vlogi svetlobnega indikatorja HL1, ki signalizira vključitev naprave v gospodinjsko električno omrežje, se uporablja neonska žarnica z uporom za omejevanje toka R1.
Za priključitev "varilca" na ožičenje v stanovanju se uporablja običajen vtič X1. Vendar je bolje uporabiti močnejši električni priključek, ki se običajno imenuje "Euro plug-Euro socket". In kot stikalo SB1 je primerna "torba" VP25, zasnovana za tok 25 A in vam omogoča, da odprete obe žici hkrati.
Kot kaže praksa, na varilni stroj ni smiselno nameščati kakršnih koli varovalk (naprav proti preobremenitvi). Tukaj se morate ukvarjati s takšnimi tokovi, če jih presežete, bo zaščita na omrežnem vhodu v stanovanje zagotovo delovala.
Za izdelavo sekundarnega navitja se ohišje-ohišje, drsnik tokovnega odjemnika in pritrdilni elementi odstranijo iz podnožja LATR2. Nato se na obstoječem navitju 250 V (odcepi 127 in 220 V ostanejo nezahtevani) nanese zanesljiva izolacija (na primer iz lakirane tkanine), na vrhu katere je nameščeno sekundarno (nižajoče) navitje. In to je 70 obratov izoliranega bakrenega ali aluminijastega vodila s premerom 25 mm2. Sekundarno navitje je sprejemljivo izdelati iz več vzporednih žic z enakim skupnim presekom.
Navijanje je bolj priročno izvajati skupaj. Medtem ko eden, poskuša ne poškodovati izolacije sosednjih zavojev, previdno raztegne in položi žico, drugi drži prosti konec bodočega navitja in preprečuje njegovo zvijanje.
Nadgrajeni LATR2 je nameščen v zaščitnem kovinskem ohišju z prezračevalnimi luknjami, na katerem je nameščeno vezje iz 10 mm getinaksa ali steklenih vlaken s paketnim stikalom SВ1, tiristorskim regulatorjem napetosti (z uporom R6), svetlobnim indikatorjem HL1 za obračanje. na napravi v omrežju in izhodne sponke za varjenje na izmenični (X2, X3) ali enosmerni (X4, X5) tok.
V odsotnosti osnovnega LATR2 ga je mogoče nadomestiti z domačim "varilcem" z magnetnim vezjem iz transformatorskega jekla (presek jedra 45-50 cm2). Primarno navitje mora vsebovati 250 obratov žice PEV2 s premerom 1,5 mm. Sekundarni se ne razlikuje od tistega, ki se uporablja v posodobljenem LATR2.
Na izhodu nizkonapetostnega navitja je nameščena usmerniška enota z močnostnimi diodami VD3 - VD10 za varjenje z enosmernim tokom. Poleg teh ventilov so sprejemljivi močnejši analogi, na primer D122-32-1 (rektificirani tok - do 32 A).
Močne diode in tiristorji so nameščeni na radiatorjih-hladilnih telesih, katerih površina je najmanj 25 cm2. Os nastavitvenega upora R6 se izvleče iz ohišja. Pod ročajem je nameščena lestvica z delitvami, ki ustrezajo določenim vrednostim enosmerne in izmenične napetosti. In zraven je tabela odvisnosti varilnega toka od napetosti na sekundarnem navitju transformatorja in od premera varilne elektrode (0,8-1,5 mm).
Varilni transformator na osnovi široko uporabljenega LATR2 (a), njegova povezava s shemo vezja lastno izdelane nastavljive naprave za varjenje na izmenični ali enosmerni tok (b) in napetostni diagram (c), razlaga delovanja uporovnega krmilnika načina gorenja obloka.
Seveda so sprejemljive tudi lastno izdelane elektrode iz ogljikovega jekla "žične palice" s premerom 0,5-1,2 mm. Plošče dolžine 250-350 mm so prekrite s tekočim steklom - mešanico silikatnega lepila in zdrobljene krede, pri čemer ostanejo nezaščiteni 40-mm konci, ki so potrebni za priključitev na varilni stroj. Prevleka se temeljito posuši, sicer bo med varjenjem začela "streljati".
Čeprav se lahko za varjenje uporablja tako izmenični (sponki X2, X3) kot enosmerni (X4, X5) tok, je druga možnost po mnenju varilcev boljša od prve. Poleg tega ima polarnost pomembno vlogo. Zlasti, ko se na "maso" (predmet, ki se vari) nanese "plus" in je v skladu s tem elektroda povezana s priključkom z znakom "minus", pride do tako imenovane neposredne polarnosti. Zanj je značilno sproščanje več toplote kot pri obratni polarnosti, ko je elektroda priključena na pozitivni priključek usmernika, "masa" pa na negativni. Povratna polarnost se uporablja, kadar je potrebno zmanjšati nastajanje toplote, na primer pri varjenju tankih pločevin. Skoraj vsa energija, ki jo sprosti električni oblok, gre za nastanek zvara, zato je globina preboja 40-50 odstotkov večja kot pri toku enake jakosti, vendar z direktno polarnostjo.
In še nekaj drugih zelo pomembnih lastnosti. Povečanje obločnega toka pri konstantni hitrosti varjenja povzroči povečanje globine preboja. Poleg tega, če se delo izvaja na izmenični tok, potem zadnji od teh parametrov postane 15-20 odstotkov manjši kot pri uporabi enosmernega toka obratne polarnosti. Varilna napetost malo vpliva na globino preboja. Po drugi strani pa je širina šiva odvisna od nas: z naraščajočo obremenitvijo se povečuje.
Zato pomemben zaključek za tiste, ki se ukvarjajo, recimo, z varjenjem pri popravilu karoserije avtomobila iz jeklene pločevine: najboljši rezultati bodo doseženi z varjenjem z enosmernim tokom obratne polarnosti pri minimalni (vendar zadostni za stabilno obločno) napetosti.
Oblok mora biti čim krajši, elektroda se nato enakomerno porabi, globina preboja zvarjene kovine pa največja. Sam šiv je čist in močan, praktično brez vključkov žlindre. In pred redkimi brizgi taline, ki jih je težko odstraniti, ko se izdelek ohladi, se lahko zaščitite tako, da površino blizu zvara podrgnete s kredo (kapljice se bodo odkotalile, ne da bi se prijele na kovino).
Vzbujanje obloka se izvede (po predhodnem dovajanju ustreznega Ucv elektrodi in »masi«) na dva načina. Bistvo prvega je v rahlem dotiku elektrode na dele, ki jih je treba variti, čemur sledi njen odmik za 2-4 mm vstran. Drugi način spominja na prižiganje vžigalice na škatli: z drsenjem elektrode po površini, ki jo varimo, se takoj odmakne za kratko razdaljo. V vsakem primeru morate ujeti trenutek obloka in šele nato z gladkim premikanjem elektrode čez nastali šiv ohraniti mirno gorenje.
Glede na vrsto in debelino kovine, ki jo je treba variti, se izbere ena ali druga elektroda. Če na primer obstaja standardni izbor za ploščo St3 debeline 1 mm, so primerne elektrode s premerom 0,8-1 mm (za to je v glavnem zasnovana obravnavana zasnova). Za varjenje na 2 mm valjanem jeklu je zaželeno imeti močnejši "varilec" in debelejšo elektrodo (2-3 mm).
Za varjenje nakita iz zlata, srebra, kupronikla je bolje uporabiti ognjevzdržno elektrodo (na primer volfram). Kovine, ki so manj odporne na oksidacijo, lahko varimo tudi z zaščito z ogljikovim dioksidom.
V vsakem primeru se lahko delo izvaja tako z navpično nameščeno elektrodo kot nagnjeno naprej ali nazaj. Toda prefinjeni strokovnjaki pravijo: pri varjenju s prednjim kotom (kar pomeni oster kot med elektrodo in končnim šivom) je zagotovljena popolnejša penetracija in manjša širina samega šiva. Vzvratno varjenje je priporočljivo samo za prekrivne spoje, še posebej pri obdelavi profiliranega jekla (kotnik, I-nosilec in kanaleta).
Pomembna stvar je varilni kabel. Za zadevno napravo je najprimernejša bakrena pletenica (skupni presek je približno 20 mm2) v gumijasti izolaciji. Zahtevana količina sta dva meter in pol dolga segmenta, od katerih mora biti vsak opremljen s skrbno stisnjenim in spajkanim priključnim ušesom za povezavo z "varilcem". Za neposredno povezavo z "ozemljitvijo" se uporablja močna krokodilska sponka, z elektrodo pa se uporablja držalo, ki spominja na trikrake vilice. Uporabite lahko tudi avtomobilski "cigaretni vžigalnik".
Priporočamo tudi
 Pire iz ribje juhe za otroke
Pire iz ribje juhe za otroke
 Opis, območje, razmnoževanje, prehrana, vedenje, grožnje, podvrste, videoposnetki in fotografije levov Predatorske mačke
Opis, območje, razmnoževanje, prehrana, vedenje, grožnje, podvrste, videoposnetki in fotografije levov Predatorske mačke
 Predračun za ogrevanje v stanovanju Predračun za individualno kurilno napravo
Predračun za ogrevanje v stanovanju Predračun za individualno kurilno napravo
 Neto izračuni ali kako narediti predračun za čistilno napravo Predračun za meteorno čistilno napravo
Neto izračuni ali kako narediti predračun za čistilno napravo Predračun za meteorno čistilno napravo
 Avtonomno ogrevanje v zasebni hiši Ocena za ogrevalni sistem dela
Avtonomno ogrevanje v zasebni hiši Ocena za ogrevalni sistem dela
 Podjetje, ki prodaja radijsko vodene avtomobile in helikopterje iz Kitajske
Podjetje, ki prodaja radijsko vodene avtomobile in helikopterje iz Kitajske