GardenWeb. Слесарное дело плоскостная разметка
§ 1. Плоскостная разметка. Разметка по чертежу.
Разметка в основном применяется в единичном и мелкосерийном производстве. Она подразделяется на плоскостную и пространственную.
Плоскостной разметкой называется операция по нанесению контура детали только в одной плоскости заготовки. Плоскостная разметка производится на разметочных плитах специальным инструментом.
Нанесенные на поверхность заготовки линии с накерненными углублениями называются разметочными рисками. По разметочным рискам осуществляется вся последующая обработка материала: разрезание, опиливание, сверление и др.
Плоскостная разметка является одной из ответственных операций, так как от качества ее выполнения зависит точность дальнейшей обработки. Точность разметки невысока и колеблется от 0,2 до 0,5 мм.
Плоскостная разметка является трудоемкой и мало производительной операцией. Поэтому при возможности стараются применять приспособления типа упоров, кондукторов и пр.
При плоскостной разметка меднику и жестянщику приходится выполнять разнообразные геометрические построения: проводить параллельные и перпендикулярные линии, делить прямые линии на равные части, делать построения углов, делить углы и окружности на равные части, вычерчивать сопряжения и т. д. Эти построения рабочий должен делать быстро и точно.
При изготовлении изделий меднику и жестянщику необходимо уметь найти действительные размеры и формы заготовок. Для нахождения действительных размеров и формы заготовок надо уметь подсчитывать площадь поверхностей изделий и вычерчивать их развертки.
Плоскостная разметка может быть выполнена по чертежу, шаблону, образцу или но месту.
Разметка по чертежу представляет собой перенесение точек, линий контуров и размеров с рабочего чертежа на размечаемый материал.
Прежде чем приступить к разметке по чертежу, тщательно изучается сам чертеж детали, выясняется последовательность технологического процесса изготовления детали, и только после этого намечается план разметки.
При разметке по чертежам размеры, указанные на чертеже, откладываются на размечаемой поверхности при помощи разметочных и измерительных инструментов. Нельзя брать размеры циркулем или другим инструментом непосредственно с чертежа и переносить их на размечаемую поверхность, так как эти размеры не соответствуют истинным размерам.
Перед нанесением на окрашенную поверхность разметочных рисок определяют положение разметочной базы.
При разметке по чертежу такой базой могут служить наружные кромки листов, а также различные линии, нанесенные на поверхность, например, центровые, средние, горизонтальные, вертикальные или наклонные. Если базой выбрана кромка листа, то ее предварительно обрабатывают. Если базой являются две взаимно перпендикулярные кромки листа, то до разметки их обрабатывают под прямой угол. Обычно прочерчивают сначала все горизонтальные линии, затем вертикальные, а после них - окружности и наклонные линии.
При нанесении разметочных рисок пользуются чертилкой, прижимая ее к линейке или угольнику (рис. 27, а-в) с небольшим наклоном в сторону от линейки и в направлении перемещения чертилки.


Рис. 27. Приемы нанесения рисок :
а - при помощи линейки, б - при помощи угольника, в - установка чертилки
Угол наклона должен составлять 75-80° и не должен изменяться в процессе нанесения рисок, в противном случае риски не будут параллельны кромке линейки. Вторичное проведение рисок не допускается.
Ниже приведен пример плоскостной разметки по чертежу. На рис. 28 приведен чертеж детали. Разметку гаечного ключа выполняют в такой последовательности:
изучают чертеж; проверяют заготовку; окрашивают места разметки; проводят осевую линию; наносят окружность и делят ее на шесть равных частей; переносят все размеры, указанные на чертеже.

Рис. 28. Разметка гаечного ключа по чертежу
Разметка считается законченной, если изображение на поверхности разметки полностью соответствует изображению на чертеже. Нанесенные на размечаемую поверхность риски при обработке заготовки могут стереться. Поэтому после нанесения рисок на них накерниваются углубления (керны).
При работе инструмент (кернер) берут тремя пальцами левой руки, ставят острым концом точно на разметочную риску так, чтобы острие кернера было строго на середине риски (рис. 29, а, б).

Рис. 29. Установка кернера (а), кернение (б)
Сначала наклоняют кернер в сторону от себя и прижимают к нужной точке, затем быстро ставят в вертикальное положение и наносят по нему легкий удар молотком массой 100-200 г.
Центры кернов должны располагаться точно на разметочных линиях, чтобы после обработки на поверхности оставались половины кернов. Обязательно ставят керны на пересечениях рисок и закруглениях. На длинных линиях керны наносят на расстоянии 20-100 мм, а на коротких линиях, перегибах, закруглениях и в углах - на расстоянии от 5 до 10 мм. Линию окружности достаточно накернить в четырех местах пересечения осей.
Украинская инженерно-педагогическая академия
Учебно-производственный центр
САМОСТОЯТЕЛЬНАЯ РАБОТА
Слесарный участок
Выполнила студентка
группы Ден-Проф 14
Подурец А.А.
Проверил мастер
производственного обучения
Харьков 2015
Назначение и технические требования разметки
Разметкой называется операция нанесения на обрабатываемую поверхность детали или заготовки разметочных рисок, определяющих контуры профиля детали и места, подлежащие обработке. Основное назначение разметки заключается в указании границ, до которых надо обрабатывать заготовку. Для экономии времени простые заготовки часто обрабатывают без предварительной разметки. Например, чтобы слесарю-инструментальщику изготовить обыкновенную шпонку с плоскими торцами, достаточно отрубить кусок квадратной стали из прутка определенного размера, а затем опилить по размерам, указанным на чертеже.
Пространственная разметка - это разметка поверхностей заготовки (детали), расположенных в различных плоскостях и под разными углами, выполняемая от какой-либо исходной поверхности или разметочной риски, выбранной за базу.
Пространственная разметка наиболее распространена в машиностроении; по приемам она существенно отличается от плоскостной. Трудность пространственной разметки заключается в том, что приходится не просто размечать отдельные поверхности детали, расположенные в различных плоскостях и под различными углами друг к другу, а увязывать разметки этих отдельных поверхностей между собой.
Рисунок 1. Разметка пространственная
Применяют три основные группы разметки: машиностроительную, котельную и судовую. Машиностроительная разметка является самой распространенной операцией слесарной обработки.
Самым распространенным инструментом для измерения линейных размеров является метр - металлическая линейка, на которую нанесена шкала с делениями, выраженными в миллиметрах. Цена деления шкалы линейки равна 1 мм.

Рис. 2 . Усадочный 1%-ный метр в сопоставлении с основным обычным метром
Пространственная разметка существенно отличается от плоскостной. Трудность пространственной разметки заключается в том, что токарю приходится не просто размечать отдельные поверхности детали, расположенные в различных плоскостях и под различными углами друг к другу, но и увязывать разметку этих поверхностей между собой
При разметке применяются различные измерительные и специальные разметочные инструменты. Для улучшения видимости разметочных линий следует выбивать на них с помощью кернера на небольшом расстоянии друг от друга ряд неглубоких точек. Разметку чаще всего производят на специальных чугунных разметочных плитах.
При серийном изготовлении деталей значительно выгоднее применять вместо индивидуальной разметки копирование .
Копирование (наметка) - нанесение на заготовку формы и размеров по шаблону или готовой детали.
Операция копирования заключается в следующем:
на лист материала накладывается шаблон или готовая деталь;
шаблон скрепляется с листом с помощью зажимов;
очерчиваются наружные контуры шаблона;
для улучшения видимости линий производится накернивание.
Шаблоны изготавливают по эскизам с учетом всех видов припусков. Материалом для шаблонов могут служить тонколистовая сталь, жесть, картон. Способ расположения заготовок деталей на материале называется раскроем .
Существуют три основных способа раскроя листов:
Индивидуальный раскрой, при котором материал разрезается на полосы для изготовления одноименных деталей (пластинок для штамповки колец Рашига, полос для прокладок теплообменников).
Смешанный раскрой, при котором на листе размечают комплект деталей. Смешанный раскрой позволяет сберечь металл, но при этом увеличивается трудоемкость, так как возрастает количество операций и переналадок оборудования.
Для смешанного раскроя разрабатывают раскройные карты, которые представляют эскизы размещения деталей на металле, вычерченные в масштабе на листе бумаги. Раскройные карты составляют с таким расчетом, чтобы разместить на листах весь необходимый для изготовления узлов комплект деталей и обеспечить наиболее рациональную и удобную резку заготовок. На рисунке 3.1.3 дан пример раскройных карт циклона, из которого видно, что правильный раскрой обеспечивает прямолинейную резку.

Рисунок 3. Раскройные карты: а - правильный раскрой; б - нерациональный раскрой
Инструменты, приспособления и материалы, применяемые при разметке
Чертилки являются наиболее простым инструментом для нанесения контура детали на поверхность заготовки и представляют собой стержень с заостренным концом рабочей части. Изготавливают чертилки из инструментальных углеродистых сталей марок У10А и У12А в двух вариантах: односторонние (рис. 2.1, а, б) и двусторонние (рис. 2.1, в, г). Чертилки изготавливают длиной 10… 120 мм. Рабочая часть чертилки закаливается на длине 20… 30 мм до твердости HRC 58…60 и затачивается под углом 15…20°. Риски на поверхность детали наносят чертилкой, используя масштабную линейку, шаблон или образец.
Рейсмас используют для нанесения рисок на вертикальной плоскости заготовки (рис. 2.2). Он представляет собой чертилку 2, закрепленную на вертикальной стойке, установленной на массивном основании.
Разметочные циркули применяют для нанесения дуг окружностей и деления отрезков и углов на равные части (рис. 2.3). Разметочные циркули изготавливают в двух вариантах: простой (рис. 2.3, а), позволяющий фиксировать положение ножек после их установки на размер, и пружинный (рис. 2.3, б), применяемый для более точной установки размера. Для разметки контуров ответственных деталей используют разметочный штангенциркуль
Для того чтобы разметочные риски были четко видны на размеченной поверхности, на них наносят точечные углубления - керны, которые наносятся специальным инструментом - кернером.


При разметке следует осторожно обращаться с заостренными чертилками. Для предохранения рук работника до начала разметки на острие чертилки необходимо надевать пробку, деревянный или пластмассовый чехол.
Для установки на разметочную плиту тяжелых деталей следует пользоваться талями, тельферами или кранами.
Разлитые на полу или разметочной плите масло или другая жидкость могут послужить причиной несчастного случая.
Список литературы
1. Макиенко Н.И.:, Слесарное дело с основами материаловедения. - М.: Высшая школа, 2004 г.
2. Макиенко Н.И.:, Практические работы по слесарному делу. - М.: Высшая школа, 2001 г.
3. Кропивницкий Н.Н.:, Общий курс слесарного дела. - Л.: Машиностроение, 1997 г.
Назначение, виды, инструменты. Разметкой на-зывают операцию нанесения на обрабатываемую заготовку разметочных линий, определяющих контуры будущей детали или места, подлежащие обработке. Разметку выполняют точно и аккуратно, потому что из-за ошибок, допущенных при раз-метке, изготовленная деталь может оказаться браком. Так же возможно, что неточно отлитую забракованную заготовку можно исправить тщательной разметкой, перераспределив припуски для каждой разметочной поверхности. Погреш-ность, достигаемая при обычных методах разметки, составляет примерно 0,5 мм. При тщательной разметке ее можно повы-сить до сотых долей миллиметра.
В зависимости от формы размечаемых заготовок и деталей различают плоскостную и пространственную разметку.
Плоскостная разметка выполняется на поверхностях пло-ских деталей, на полосовом и листовом материале и состоит в нанесении на заготовку контурных параллельных и перпенди-кулярных линий, окружностей, дуг, углов, осевых линий, раз-нообразных геометрических фигур по заданным размерам или контуров отверстий по шаблонам. Приемами плоскостной разметки невозможно разметить даже самое простое тело, если поверхности его не прямолинейны; так, нельзя нанести гори-зонтальные риски на боковую поверхность тела вращения, перпендикулярно его оси, так как к ней нельзя приложить раз-меточный инструмент в виде угольника или линейки и провес-ти параллельные линии.
Пространственная разметка распространена в машино-строении. Трудность пространственной разметки состоит в том, что приходится не просто размечать отдельные поверхно-сти детали, расположенные в различных плоскостях и под раз-личными углами друг к другу, а увязывать разметку этих от-дельных поверхностей между собой.
Для выполнения разметки слесарь-сантехник должен уметь хорошо читать чертеж, знать устройство и приемы пользова-ния разметочным и измерительным инструментом.
Чертилка представляет собой стальной (из стали марок У10 ил и У12) стерженек с накаткой, заканчивающийся с обеих сто-рон закаленными иглами - прямой и изогнутой под углом 90°; концы игл заострены и заточены. Чем тоньше и тверже игла, тем точнее получается разметка. Для нанесения разметочных рисок на предварительно обработанные поверхности могут применяться чертилки из мягких- материалов (например, для разметки стальных изделий используют чертилки из латунного прутка). При нанесении разметочных рисок чертилку плотно прижимают к линейке или шаблону и при перемещении на-клоняют под углом 75-80° к размечаемой поверхности; под тем же углом чертилку наклоняют в сторону движения. При проведении риски не следует изменять наклон чертилки. Что-бы риска получилась чистой и правильной, ее нужно прово-дить только один раз. Чем тоньше разметочная линия, тем вы-ше точность разметки, поэтому чертилки должны быть остро заточены.
Линейки служат для нанесения прямых линий на размечае-мые поверхности. При разметке можно применять обычные металлические масштабные линейки. При пользовании ими слесарь должен учитывать определенную толщину линейки и острия чертилки и так устанавливать линейку, чтобы проводи-мая линия располагалась без смещения. Для обеспечения бо-лее высокой точности рекомендуется применять линейки со скошенными рабочими кромками.
Разметочный кернер служит для нанесения небольших ко-нических углублений на разметочных рисках. Этот инструмент представляет собой стержень с накатанной или многогранной боковой поверхностью. Рабочая часть кернера на длине 35-45 мм выполнена в виде конуса с углом около 10°; после закал-ки конец ее затачивается под углом 60°. Другой конец кернера тупой, оттянутый на конус. При работе острый конец кернера устанавливается на середину риски или в точках пересечения рисок. Перед ударом нужно отклонить кернер немного от себя для точной установки, а затем, не сдвигая с риски, поставить устойчиво перпендикулярно поверхности заготовки и нанести удар молотком по его тупому концу. В соответствии с ГОСТ 7213-72 кернеры изготовляются длиной от 110 до 160 мм со средней частью диаметром от 8 до 18 мм. Материал кернера - сталь марки У7А по ГОСТ 1435-74; допускается изготовление кернеров из стали марок У7, У8, У8А.
Угольники имеют широкую полку, благодаря чему удобно проводить линии на размечаемых поверхностях и проверку правильности установки детали на плите. При пользовании обычным плоским слесарным угольником нельзя провести перпендикулярные линии с достаточной степенью точности. Угольники с Т-образной полкой облегчают нанесение линий, перпендикулярных одной из сторон разметочной плиты или обработанной кромке детали.
Разметочные циркули применяются для вычерчивания на размечаемой заготовке окружностей, дуг, для деления отрезков и углов на части, перенесения размеров и т.д. Большие окруж-ности вычерчивают разметочным штангенциркулем, который устроен следующим образом. По штанге, имеющей миллимет-ровую шкалу, перемещается движок, снабженный неподвиж-ной ножкой. Игла неподвижной ножки передвигается вверх и вниз и зажимается винтом. Поэтому разметочным штанген-циркулем можно из одного центра вычерчивать окружности, лежащие в разных по вертикали плоскостях.
Центроискатель используется при определении положе-ния центров цилиндрических деталей или центров отверстий. При разметке центров центроискатель устанавливают на торец детали так, чтобы планки, соединенные под углом, касались детали, и по линейке провести риску. Затем, повернув деталь или центроискатель на 90°, проводят вторую риску. Пересече-ние этих рисок определяет центр торца.
Для разметки отрезка трубы слесарю-сантехнику необхо-димо установить ту конечную длину, которую отрезок трубы должен иметь после обработки. Заготовленный для монтажа отрезок трубы с нарезанными на нем резьбами при ввертыва-нии в фасонную часть или муфтовую арматуру не доходит до их середины, а входит в них не более чем на длину короткой резь-бы. Поэтому различают чисто теоретическую длину изделия, замеренную по длине в натуре или определяемую по чертежу между центрами фасонных частей, и фактическую длину заготовляемой детали с учетом расстояний между центрами фасон-ных частей и витками внутренних резьб, ближайшими к этим центрам. При разметке труб для фланцевых соединений требу-ется давать припуск на отгибаемый борт или на разбортовку кромки отреза к фаске фланца. С учетом указанных соображе-ний производят разметку труб и их перерезку. Для механиза-ции разметки труб используют специальное мерное устройст-во. Оно может обрабатывать трубы с условным проходом от 15 до 60 мм и длиной отмеряемых участков от 40 до 5000 мм.
Основные причины брака при разметке. Разметка - ответствен-ная операция, требующая особого внимания. Необходимо помнить, что любая ошибка при разметке ведет к браку. При этом будет испорчен материал, потеряно время, потраченное на разметку и обработку детали. Брак может произойти как по вине разметчика, так и по причинам, не зависящим от него. Основные причины брака сведены в таблице ниже.
Основные причины брака при разметке
|
Брак по вине разметчика |
Брак по причинам, не зависящим от разметчика |
|
Неправильное прочтение чертежа |
Неправильный чертеж |
|
Неправильный выбор баз |
Неточность разметочного инструмен-та и разметочной плиты |
|
Неправильное или неточное отклады-вание размеров |
Неточность измерительного инстру-мента |
|
Неправильное пользование инстру-ментами и несоблюдение правил раз-метки |
Неправильно или неточно обработана база, относительно которой ведется разметка |
|
Небрежность при разметке |
Выполнение плоскостной разметки состоит из нескольких этапов:
- заготовку предварительно осматривают, проверяют, нет ли у нее пороков (раковин, трещин, пузырей);
- намеченную к разметке поверхность очищают от окалины и остатков формовочной земли;
- удаляют с детали неровности;
- окрашивают поверхность для того, чтобы разметочные линии были отчетливо видны при обработке. Черные, т.е. необрабо-танные, а также грубо обработанные поверхности окрашивают мелом, скоросохнущими красками или лаками. Мел (поро-шок) разводят в воде до густоты молока и в полученную массу прибавляют немного льняного масла и сиккатива. Не рекомен-дуется натирать размечаемую поверхность куском мела, так как мел быстро осыпается и разметочные линии пропадают. Для окрашивания чисто обработанных поверхностей приме-няют: раствор медного купороса (две-три чайные ложки на стакан воды), который наносится на поверхность кистью или тряпочкой; или кусковой купорос, которым натирают смочен-ные водой поверхности. В обоих случаях поверхность покры-вается тонким и прочным медным слоем, на котором отчетли-во видны разметочные линии;
- определяют базу, от которой будут наноситься риски. При пло-скостной разметке базами могут служить наружные кромки плоских деталей (нижняя, верхняя или боковая), которые предварительно выравнивают, полосового и листового мате-риала, а также различные линии, нанесенные на поверхность, например центровые, средние, горизонтальные, вертикальные или наклонные;
- наносятся риски обычно в следующем порядке: сначала прово-дят все горизонтальные риски, затем вертикальные, после это-го наклонные и, наконец, окружности, дуги и закругления.
Так как риски во время работы легко затереть руками и то-гда они станут плохо заметны, по линиям рисок набивают кер-нером небольшие углубления - керны, которые должны разде-ляться риской пополам. Расстояния между кернерами опреде-ляют на глаз. На длинных линиях простого очертания эти расстояния принимаются от 20 до 100 мм; на коротких линиях, а также в углах, перегибах или закруглениях - от 5 до 10 мм. На обработанных поверхностях точных изделий керны по разме-точным линиям не делаются.
Плоскостная разметка
Плоскостная разметка заключается в нанесении на материал или заготовку контурных линий (рисок)-параллельных и перпендикулярных, окружностей, дуг, углов, различных геометрических фигур по заданным размерам или контуров по шаблонам. Контурные линии наносят в виде сплошных рисок. Для сохранения следов рисок до конца обработки часто на риски наносят при помощи кернера небольшие углубления, близко расположенные друг от друга, или рядом с разметочной риской наносят контрольную риску. Риски должны быть тонкими и четкими.
Для разметки, измерения и проверки правильности изготовления изделий применяют следующие инструменты; линейку, угольник, циркуль, штангенциркуль, кронциркуль, нутромер, масштабную и лекальную линейки, транспортир, чертилку, кернер, разметочную плиту и шаблоны.
На рис. 1 показаны простейшие разметочные и измерительные инструменты, а также приемы измерения.
Точность измерения миллиметровой масштабной линейкой, кронциркулем и нутромером - 0,5 мм, штангенциркулем - 0,1 мм. Для правильной разметки необходимо, чтобы инструмент был точным и исправным.
Правильность линейки проверяют следующим образом. Проводят по линейке черту, перекладывают линейку по другую сторону черты, не переворачивая ее, совмещают с прочерченной линией край линейки, который в правильной линейке должен совпадать во всех точках с прочерченной линией.
Прямолинейность сторон угольника проверяют точной линейкой. Для проверки правильности прямого угла угольник прикладывают одной стороной к линейке, а по другой стороне проводят вертикальную линию. Затем угольник перекладывают по другую сторону проведенной линии так, чтобы вершина его осталась в той же точке. Угольник прикладывают вплотную к линейке и проводят вторую вертикальную линию. Если угольник правильный, обе линии должны совпасть.
Правильность нанесенных делений на линейке или метре проверяют следующим образом: ножки циркуля расставляют на 2-3 см и переставляют по всей длине линейки или метра.
Рис. 1. Разметочный и измерительный инструмент и приемы измерения: а - масштабная линейка; б - приемы измерения масштабной линейкой; в - слесарный угольник и приемы проверки правильности угла, г - штангенциркуль и приемы измерения им; 1,9 - неподвижная и подвижная губки для наружного измерения, 2,4 - губки для внутреннего измерения, 3 - внутренний размер детали, 5 - винт для закрепления рамки, 6 - подвижная рамка, 7 - штанга с миллиметровым делением, 8 - нониус, 10 - наружный размер детали, 11 - глубиномер; д - кронциркуль и нутромер и приемы измерения ими; е - лекальная линейка и приемы проверки ею обрабатываемой поверхности
Стальная чертилка должна быть заостренной, круглого сечения, чтобы не портить линейку и угольник. При проведении рисок чертилку нужно плотно прижимать к краю линейки или угольника, немного наклонив вперед. На листе стали должна остаться четкая тонкая риска. Латунная чертилка оставляет хорошо видимый след на черной стали.
Ножки разметочного циркуля должны быть заострены и закалены.
При разметке тонкой листовой стали одна чертящая ножка должна быть остро заточена, а другая - иметь слегка заваленное острие, чтобы не оставлять отверстий в листовой стали.
Центры при вычерчивании окружностей на металле размечают кернером.
Приемы плоскостной разметки на металле показаны на рис. 2. Параллельные линии проводят чертилкой по угольнику (рис. 2, а, б).

Рис. 2. Приемы плоскостной разметки а - проведение рисок, б - проведение чертилкой по угольнику парад» дельных линий, в - проведение чертилкой по угольнику перпендику» лярных линий, г -построение перпендикулярной линии при помощи циркуля, д - построение параллельных линий при помощи циркуля, е - построение вписанного в окружность шестиугольника, ж - построение углов транспортиром, 3 – деление углов при помощи циркуля
Перпендикулярные линии строят при помощи угольника с одним прямым углом.
Опустить перпендикуляр из точки О на прямую АБ или восстановить перпендикуляр к прямой из точки М можно при помощи линейки и угольника (рис. 2,в). Линейку совмещают с линией АБ, угольник плотно приставляют одной стороной к линейке и передвигают по линейке до совмещения другой стороны угольника с точкой О или М, а затем проводят линию, перпендикулярную линии АБ.
Перпендикуляр можно также восстановить и опустить при помощи циркуля (рис. 2,г). Из точки М на прямой произвольным радиусом делают две засечки (короткие дуги) 1 и 2. Затем из точек 1 и 2 радиусом, большим отрезка 1-2, делают засечки 3 и 4. Точку Е пересечения засечек S и 4 соединяют с точкой М. Полученная линия ЕМ будет перпендикулярна линии АБ.
Параллельные линии можно построить при помощи угольника и циркуля. Чтобы провести линию ВГ (рис. 2, д), параллельную линии АБ, из любых двух точек линии АБ, например Д и Ж, восстанавливают перпендикулярные линии при помощи угольника или циркуля, на которых откладывают равные отрезки (в нашем случае 6 см) ДЕ и ЖЗ. Через точки Е и 3 проводят линию ВГ, которая будет параллельна линии АБ.
Параллельные линии можно также провести при помощи линейки и угольника. Если передвигать угольник по линейке, то все линии, прочерченные по стороне угольника, будут параллельны между собой.
Разметку окружности на металле выполняют при помощи циркуля, наметив предварительно кернером центр О (рис. 2, е).
Расстояние, откладываемое циркулем от центра О до любой точки окружности, называется радиусом и обозначается буквой R.
При разметке часто требуется разделить окружность на равные части, а также измерить, построить и разделить углы. Для деления окружности на две равные части достаточно провести диаметр. Для деления ее на 4, 8, 16, 32 части сначала проводят два взаимно перпендикулярных диаметра, которые делят окружность на четыре равные части. Затем каждую часть делят пополам и т. д. и получают 8, 16 и 32 части. Чтобы разделить окружность на 3, 6, 12, 24 части и т. д., на окружности откладывают ее радиус, который укладывается ровно шесть раз. Соединив эти точки через одну, делят окружность на три части. Деля ‘/б часть окружности пополам и на четыре части, получают Vi2 и V24 ее части.
Углы измеряют транспортиром (рис. 2,ж). При помощи транспортира наиболее просто и правильно производят построение углов.
Углы в 90, 45, 60, 120 и 135° можно также построить при помощи угольника, циркуля и линейки. Угол в 90° строят при помощи угольника и линейки. Угол в 45° можно,построить, резделив угол 90° пополам. Для этого из вершины угла А (рис. 2, з) произвольным радиусом проводят дугу 1, пересекающую стороны угла в точках В и Г и продолжение стороны АГ в точке Б. Из точек В и Г одинаковым радиусом проводят засечки 2 и 3, пересекающиеся в точке Д. Линия, соединяющая точку Д с вершиной угла А, делит угол пополам.
Причертив к углу 90° угол 45°, получают угол 135°.
Чтобы построить углы в 30 и 60°, нужно разделить прямой угол на три части. Одна треть прямого угла составит угол 30°, а две трети - угол 60°.
Чтобы разделить прямой угол на три части, из вершины угла А (рис. 2, з) проводят дугу, пересекающую стороны угла в точках Б и В. Из этих точек тем же радиусом делают на дуге засечки 4 и 5. Полученные точки Е и Ж соединяют с вершиной угла А. Линии ЕА и ЖА делят угол на три равные части.Различные геометрические фигуры наносят на плоскости тем же разметочным инструментом: линейкой, угольником, циркулем и транспортиром.Для ускорения и упрощения плоскостной разметки одинаковых изделий применяют шаблоны из листовой стали.
На заготовку или материал накладывают шаблон и плотно прижимают его, чтобы во время разметки он не сдвинулся с места. По контуру шаблона чертилкой прочерчивают линии, обозначающие контуры обрабатываемой детали.
Крупные детали размечают на плите, а мелкие - в тисках.
Если изделие пустотелое (например, фланец), то в отверстие заколачивают деревянную пробку и в центре пробки закрепляют металлическую пластинку, на которой кернером намечают центр для ножки циркуля. Фланец размечают следующим образом. Поверхность заготовки окрашивают мелом, намечают центр и циркулем проводят окружности: наружный контур, контур отверстия и осевую линию по центрам отверстий для болтов.
Часто фланцы размечают по шаблону, а отверстия сверлят по кондуктору без разметки.
Размечать нужно точно и тщательно, так как от правильной разметки зависит качество изделия.
Разметочный инструмент необходимо хранить в специально отведенных местах.
Санитарно-техническе работы - Плоскостная разметка
gardenweb.ru
Плоскостная разметка - Слесарное дело
Плоскостная разметка может быть выполнена непосредственным вычерчиванием, по шаблону (заключается в накладывании шаблона на размечаемую деталь и вычерчивании по нему с последующим накерниванием контуров линий) и по образц у, который используют в качестве шаблона.
Пример 1.Разметка замковой шайбы к закрепительным втулкам для шарикоподшипников.
1. Подобрать заготовку, проверить ее прямолинейность и при необходимости выправить.
2. Зачистить одну из плоскостей, закупоросить места разметки.
3. Провести две осевые линии под прямым углом одна к другой. Накернить центр.
4. Из центра раствором циркуля на заданные окружности провести три окружности радиусами 15,5; 19,5 и 25 мм.
5. Построить центральные углы.
6. Разметить наружные шлицы.
7. Разметить внутренний шлиц.
8. Накернить контуры шайбы.
Пример 2. Разметка шпоночной канавки на валике.
1. Зачистить размечаемые места на валике.
2. Окрасить купоросом торец валика и часть боковой поверхности, на которой будут проводиться риски.
3. Найти центр на торце с помощью центроискателя.
4. Установить валик на призму и проверить его горизонтальность.
5. Нанести на торце валика рейсмасом горизонтальную линию, проходящую через центр.
6. Повернуть валик на 90° и выверить вертикальность прочерченной линии по угольнику.
7. Нанести на торце валика рейсмасом горизонтальную линию.
8. Прочертить рейсмасом линию на боковой поверхности валика.
9. Прочертить две линии на боковой поверхности, отвечающие ширине шпоночной канавки, а на торце - приблизительно на глубину канавки.
10. Повернуть валик шпоночными рисками вверх и прочертить на торце линию глубины шпоночной канавки.
11. Накернить контуры шпоночной канавки.
slesario.ru
Разметка контуров плоских деталей | Слесарное дело
Учебно-производственная карта 3. Разметка контуров плоских деталей построением, отыскивание центров, разметка по шаблонам и накернивание разметочных рисок Учебная цель: научиться приемам разметки плоских деталей, отысканию центров и накерниванию разметочных рисок.
Объекты работ: А. Учебно-технические требования к работам: 1. Размер заготовки должен быть не менее 200X100 мм; 2-4 мм толщиной.
2. Поверхность заготовки должна быть ровной.
3. Детали должны иметь: а) сопряжение прямых линий под различными углами; б) сопряжение прямых линий с кривыми.
Б. Примеры работ: учебные плитки; ножки кронциркуля; гаечные ключи; шаблоны.
Оборудование и приспособления: заточный станок, разметочная плита.
Инструменты и материалы: линейки измерительные; чертилки; циркули; транспортиры; разметочные центроискатели; шаблоны; слесарные молотки массой 200 г, кернеры, молотки с лупой.
Упражнение 1. Нанесение прямых линий 1. Взять обработанный торец или ребро заготовки за начало отсчета - базу.
2. Наложить масштабную линейку на размечаемую поверхность, совместив деление отсчитываемого размера «а» с базой (нижняя и боковая стороны детали).
3. По нулевому делению линейки чертилкой нанести метку (рис. 9, а).
4. Нанести такую же метку и с другой стороны детали и соединить их прямой линией.
5. Через нанесенные метки по наложенной на деталь линейке провести чертилкой параллельные линии.
Рис. 9. Нанесение линий: а - нанесение прямых линий, б - нанесение параллельных линий, в-нанесение параллельных линий с помощью угольника, г - нанесение взаимно перпендикулярных линий
Упражнение 2. Построение прямых параллельных рисок. Проведение прямой линии параллельно заданной прямой АВ на определенном расстоянии L (рис. 9, б) 1. Из произвольных точек «а» и «b» на прямой АВ провести дуги радиусом L.
2. Прямая MN, касательная к этим дугам, будет параллельной к заданной прямой АВ и отстоит от нее на расстоянии L.
3. Наложить угольник на размечаемую поверхность так, чтобы полка его была прижата к обработанной стороне заготовки. Придерживая угольник левой рукой (рис. 9, в), провести риску, прижимая при этом чертилку к ребру угольника. Передвигая угольник вдоль обработанной стороны заготовки, проводить на ней параллельные риски.
Упражнение 3. Нанесение взаимно перпендикулярных рисок 1. Провести на размечаемой поверхности линию АВ произвольной длины (рис. 9, г).
2. На середине (примерно) риски АВ отметить точку 1, по обе стороны от которой раствором циркуля, установленном на одинаковый размер, сделать на риске АВ засечки 2 и 3 и накернить их.
3. Установить циркуль на размер больше половины размера между точками 1-2 и 1-3 и неподвижную ножку циркуля установить в точку 2 и провести дугу «аб», пересекающую риску.
4. Установить неподвижную ножку циркуля в точку 3 и нанести дугу «вг».
5. Провести через точки пересечения дуг и точку 1 риску «РС», которая будет перпендикулярна линии АВ.
www.stroitelstvo-new.ru
Выполнение разметки - Слесарное дело
Разметочные линии (риски) наносят чертилкой. Риски должны быть как можно тоньше, это повышает точность разметки. При проведении разметочной линии чертилка должна иметь двойной наклон: один в сторону от линейки, другой - по направлению своего перемещения. В обоих случаях угол наклона 75-80°. Разметочную риску следует проводить четко, с одного раза. Для сохранения следов разметки в процессе механической обработки разметочные линии накернивают, т. е. с помощью кернера наносят вдоль рисок небольшие конические углубления. Для этого кернер берут тремя пальцами левой руки и с наклоном от себя плотно прижимают к точке на разметочной линии так, чтобы острие кернера совпало с серединой риски. Затем быстро поворачивают кернер в вертикальное (отвесное) положение и наносят легкий удар молотком весом 100 г.
Прежде чем приступить к разметке, следует определить или нанести базовые линии (базы).
Такими линиями при плоскостной разметке могут быть осевые линии, а также кромки полосового или листового металла.
После нахождения баз рекомендуется следующий порядок нанесения разметочных линий: сначала наносят все окружности, дуги, наклонные и криволинейные линии, затем горизонтальные линии, после них вертикальные (в зависимости от конкретных условий разметки это правило в отдельных случаях может нарушаться).
Для разметки окружностей в деталях с центром, расположенным в отверстии, туда (в отверстие) вставляется свинцовая или деревянная планка.
Центр окружности находится и накернивается на этой пластине и из центра заданным радиусом прочерчивается окружность при помощи циркуля.
При разметке отверстий обычно наносят две окружности, вторая из них, так называемая контрольная, очерчивается размером несколько большим. Основная окружность накернивается достаточно густо, а на контрольной ставят керны только в точках пересечения с осями или вовсе не ставят их. После изготовления отверстия концентричность его по отношению к контрольной окружности определяет правильность расточки (или сверления).
Микрометр с ценой деления 0,01 мм служит для измерения наружных размеров. Бывают:
МК – гладкие для измерения наружных размеров;
МЛ – листовые с циферблатом для измерения толщины листов и лент;
МТ – трубные для измерения толщины стенок труб;
МЗ – зубомерные для измерения зубчатых колес.
Микрометр типа МК имеет скобу с пяткой на одном конце втулку стебель на другом, внутрь которого ввернут микрометрический винт. Торцы пятки и микрометрического винта _я измерительными поверхностями.на наружной поверхности стебля проведена продольная линия, ниже которой нанесены продольные деления. Винт жестко связан с барабаном на конической части барабана нанесена шкала нониус с делениями.
На головке микрометрического винта имеется устройство (трещотка) обеспечивающее постоянное измерительное усилие. Для фиксирования полученного размера служит стопор. Шаг микрометрического винта – 0,5 мм, нониус – 0,01 мм.
При чтении показаний микрометра целые миллиметры отсчитываются по краю скоса барабана по нижней шкале, поллумиллиметры – по числу делений верхней шкалы стебля, сотые доли мм определяют по конической части барабана, по порядковому номеру штриха барабана, совпадающего с продольным штрихом стебля.
Микрометр типа МЛ отличается большим вылетом скобы для измерения листов.
Микрометр типа МТ для измерения толщины стенок труб отличается тем, что у него измерительная поверхность пятки имеет форму сферы.
У МЗ плоские пятки.
Микрометрический нутромер для измерения внутренних размеров имеет стебель в отверстие, которого вставлен микрометрический винт концы стебля и микрометрического винта имеют сферические измерительные поверхности.
Сейчас микрометры с индикаторами часового типа.
Разметка плоских поверхностей.
Разметкой называется операция нанесения на обрабатываемую деталь или заготовку разметочных рисок, определяющих контуры деталей или места подлежащие обработке.
Её назначение – указать границы, до которых надо обрабатывать заготовку.
Линии, нанесенные на поверхности детали, называют рисками , по ним производят обработку.
Неправильная разметка может привести к браку дорогостоящей детали.
В зависимости от формы размечаемых заготовок и деталей разметка делиться на плоскостную и пространственную (объёмную)
Плоскостная - на плоских поверхностях
Пространственная - на нескольких поверхностях детали.
Инструмент для разметки.
Разметочные плиты – отливаемые из серого чугуна 750*1000, 1200*1200, 1000*1500, установленные на фундаменте или столах.
Чертилка - для нанесения рисок с закаленным и остро отточенным концом. При проведении рисок должна иметь двойной наклон: - один в сторону от линейки, другой по направлению перемещения. Её нужно равномерно прижимать к линейке, а линейку прижимать к детали. Риску следует проводить только один раз, она должна быть как модно тоньше.
Для изготовления чертилок применяют круглую инструментальную сталь марок У10 или У12 диаметром 3-5 мм, длиной 200-250 мм. Концы подвергают закалке.
Рейсмус , или чертилка на штативе служит для нанесения горизонтальных и вертикальных рисок. Деталь опирается на чугунное основание рейсмуса. Бывает рейсмус с микрометрическим винтом как штангенциркуль на штативе, он более точно устанавливает чертилку на требуемые размеры, или чертилка с пружиной чертит на неровных поверхностях.
Кернер изготавливают из инструментальной углеродистой стали марок У7, У8 длиной 70-150 мм и диаметром 6-14 мм. Рабочая и ударная часть закаливаются, острие затачивают. На средней части предусмотрена накатка.
Бывают механические кернеры с молоточком и пружиной и электрические, которые отмечают одинаковые разметки.
Измерительные линейки с миллиметровыми делениями со скошенной стороной.
Рулетка используется при измерениях больших длин.
Масштабная линейка с подставкой используется при откладывании разметок по вертикали.
Угловой штангенциркуль для разметки размеров не лежащих в одной плоскости, но связанных между собой размерами с двумя горизонтальным и вертикальным движками с отверстиями для штангенциркуля и винтами для крепления размера
Стальные угольники для нанесения и контроля вертикальных и контрольных рисок и проверки вертикальности положения размечаемой детали
Угломеры откладывают любые углы и определяют их величину в градусах.
Циркуль с пружинным кольцом и установочной гайкой с винтом, штангенциркуль.
Штангенциркуль из штанги и двух ножек неподвижной и подвижной, с нониусом. Ножки, укрепляемые в требуемом положении, стопорными винтами имеют сменные углы, что очень удобно при разметке окружностей, лежащих на разных уровнях.
Угольник центроискатель , – размечает центры на торцах круглых деталей . Угольник прикладывают к детали, а линейкой, которая делит его пополам проводят линию, затем поворачивают угольник и проводят вторую. По пересечению определяют центр.
Центроискатель транспортир , состоящий из линейки скрепленной с угольником и транспортиром.
Выполнение разметки. Для разметки необходимо определить базу детали, от которой будут наноситься риски. Специальная риска или поверхность, от которых производят измерения. Обычно центровая.
Заготовку устанавливают и выверяют на разметочной плите, пользуясь опорными подкладками, разметочными кубиками, призмами и домкратами.
Наносят сначала все горизонтальные риски рейсмусом, перемещая его параллельно плоскости разметочной плиты, слегка прижимая его основанием к плите. Затем вертикальные, разметочным угольником, рейсмусом с поворотом заготовки на 90 о, рейсмусом от разметочных призм, после наклонные и в последнюю очередь – окружности, дуги и закругления.
Если базой являются центровые риски, то с них начинают разметку.
Разметочными рисками не только обозначают границы, по которым заготовка должна быть обработана, но и места где снимается излишний слой. Параллельно им на расстоянии 5-7 мм проводятся контрольные линии, которые служат для проверки установки заготовки на станке и для страховки разметочной. Если нужно наносят вспомогательные риски. Контрольные и вспомогательные не накернивают.
Быстрее размечать по шаблонам, которые охватывают деталь по нескольким поверхностям. Часто делают разметку по образцу, восстанавливают сломанную деталь.
Убедившись в правильности разметки, все линии накернивают для того, чтобы они не стерлись при обработке детали, можно покрасить деталь мелом или краской.
Техника безопасности. Острые концы инструментов желательно надевать предохранительные колпачки. Тяжелые детали, могут упасть. Кромки листовых заготовок режут руки – одевать рукавицы.
Нанесение отрезков и деление их на части.
При откладывании размера по линейки, можно ошибиться. Поэтому следует накернить начало отрезка, и циркулем от него разметить другой размер, и снова накернить.
Для того, чтобы разделить отрезок на две равные части произвольным радиусом, большим половины отрезка, проводят две дуги, и от пересечений этих дуг проводят перпендикуляр, который разделит отрезок.
Разметка параллельных рисок.
Линейкой отмечают риски по краям и проводят прямые.
Можно угольником с полкой по рискам с одной стороны, так быстрее.
Можно разметочным циркулем – принимают за базу ровную сторону. Циркулем делают две засечки и соединяют, затем от этой линии циркулем делают следующие две насечки и соединяют.
Перпендикулярные риски размечают угольником с полкой от разметочной плиты. Заготовку устанавливают на углу разметочной плиты и к ней прикладывая угольник наносят перпендикулярные линии на заготовке.
Рекомендуем также
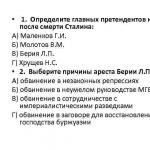 Тест 9кл внешняя политика 1953 1964
Тест 9кл внешняя политика 1953 1964
 Тест «Южная Америка Тесты по южной америке
Тест «Южная Америка Тесты по южной америке
 Заочная олимпиада по биологии и экологии Порядок оформления благодарственных писем
Заочная олимпиада по биологии и экологии Порядок оформления благодарственных писем
 Грегор мендель, горох и теория вероятностей
Грегор мендель, горох и теория вероятностей
 Закон о капитальном ремонте многоквартирных домов
Закон о капитальном ремонте многоквартирных домов
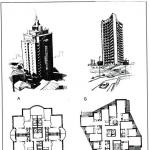 Односекционные дома Здания жилые общего назначения многосекционные
Односекционные дома Здания жилые общего назначения многосекционные