Какое сверло под метчик м12. Виды и размеры метчиков для нарезания резьбы
Чтобы нарезать внутреннюю резьбу на какой-то детали, необходимо предварительно просверлить отверстие. Его размер не равен диаметру резьбы, а должен быть немного меньше. Найти диаметр сверла под резьбу можно в специальной таблице, но для этого надо знать еще и тип резьбы.
Основные параметры
- диаметром (D);
- шагом (P) — расстоянием от одного витка до другого.
Они определяются ГОСТ 1973257-73. Нормальным считается крупный шаг, но ему соответствует несколько более мелких. Малый шаг используют при нанесении на тонкостенные изделия (трубы с тонкой стенкой). Также делают мелкий виток если нанесенная резьба — способ подстройки каких-либо параметров. Также малый шаг между витками делают для повышения герметичности соединения и для преодоление явления самовывинчивания детали. В остальных случаях нарезается стандартный (крупный) шаг.

Видов резьбы много, так как каждая имеет свои особенности формирования, диаметр отверстия под резьбу в каждом случае отличается. Все они прописаны в ГОСТах, но чаще всего используют треугольную метрическую и коническую метрическую резьбу. Дальше говорить будем о них.
Треугольную резьбу мы обычно наблюдаем на болтах и других подобных крепежных элементах, коническую — на большинстве сантехнических изделий, предполагающих разъемное соединение.
Приспособления
Для нанесения резьбы своими руками используют небольшие приспособления:

Выполнены все эти приспособления сплавов, отличающихся повышенной прочностью и стойкостью к истиранию. На их поверхности нанесены желобки и канавки, при помощи которых получается их зеркальное отображение на обрабатываемой детали.
Любой метчик или плашка промаркированы — на них нанесена надпись, обозначающая тип резьбы, которую данное устройство нарезает — диаметр и шаг. Вставляются они в держатели — воротки и плашкодержатели — закрепляются там при помощи винтов. Зажав приспособление для нарезки резьбы в держателе, его надевают/вставляют в то место, где требуется сделать разъемное соединение. Прокручивая устройство, формируют витки. От того, насколько правильно выставлено устройство в начале работы зависит ровно ли «лягут» витки. Потому первые обороты делайте стараясь удерживать конструкцию ровно, не допуская сдвигов и перекосов. После того, как сделано несколько оборотов, процесс пойдет проще.
Вручную можно нарезать резьбу малого или среднего диаметра. Сложные типы (двух- и трехходовые) или работа с большими диаметрами руками невозможна — слишком большие усилия требуются. Для этих целей используется специальное механизированное оборудование — на токарные станки с закрепленными на них метчиками и плашками.
Как нарезать правильно
Наносить резьбу можно на практически любые металлы и их сплавы — сталь, медь, алюминий, чугун, бронзу, латунь и т.д. Не рекомендуют делать ее на каленом железе — оно слишком жесткое, при работе будет крошиться и качественных витков добиться не удастся, а значит, соединение будет ненадежным.

Инструмент для работы
Подготовка
Работать надо на чистом металле — удалить ржавчину, песок и другие загрязнения. Затем место, где будет наносится резьба, необходимо смазать (кроме чугуна и бронзы — с ними надо работать «на сухую»). Для смазки есть специальная эмульсия, но если ее нет, можно использовать размоченное мыло. Также можно использовать другие смазки:

Часто можно услышать советы использовать при нарезании резьбы машинное или минеральное масло или даже сало. Они работают неплохо, но специалисты говорят, что лучше этого не делать — стружка будет прилипать к вязкой субстанции, что приведет к быстрому износу метчика или плашки.
Процесс нарезки
При нарезке наружной резьбы плашку размещают строго перпендикулярно к поверхности трубы или прута. При работе она не должна вилять, иначе витки получатся неровными и соединение будет некрасивым и ненадежным. Особенно важны первые витки. От того, как они «лягут» зависит не будет ли затем соединение с перекосом.
Нанося внутреннюю резьбу, деталь фиксируют неподвижно. Если это небольшой кусок, его можно зажать в тисках. Если большая пластина — обеспечьте ее неподвижность доступными методами, например, зафиксировав брусками. М
Метчик в отверстие вставляют так, чтобы его ось была параллельна оси отверстия. С небольшим усилием, понемногу, начинают крутить в заданном направлении. Как только почувствуете что сопротивление усилилось, выкручиваете метчик обратно и очищаете его от стружки. После чистки процесс продолжают.

Процесс нарезки в фото
При нарезании резьбы в глухом отверстии, его глубина должна быть немного больше требуемой — в этот излишек должен входить кончик метчика. Если конструктивно такое невозможно, у метчика отрезают кончик. При этом к дальнейшей эксплуатации он не пригоден, но другого выхода нет.
Для того чтобы витки получились качественными, используют два метчика или плашки — черновую и чистовую. Первый проход делают черновой, второй — чистовой. Также есть комбинированные устройства для нанесения резьбы. Они позволяют сделать все за один проход.
Еще один практический совет: чтобы стружка не попадала в рабочую зону, при нарезании делают один полный оборот по часовой стрелке, затем пол оборота против. После этого возвращают инструмент в то место, где остановились и снова делают один оборот. Так продолжают до требуемой длины.
Таблицы выбора диаметра сверла под резьбу
При выполнении внутренней резьбы под нее предварительно сверлится отверстие. Оно не равно диаметру резьбы, так как при нарезании часть материала не удаляется в виде стружки, а выдавливается, увеличивая размер выступов. Потому перед нанесением необходимо выбрать диаметр сверла под резьбу. Это можно сделать по таблицам. Они есть для каждого типа резьбы, но приведем наиболее популярные — метрическую, дюймовую, трубную.
| Метрическая резьба | Дюймовая резьба | Трубная резьба | |||||
|---|---|---|---|---|---|---|---|
| Диаметр резьбы, дюймы | Шаг резьбы, мм | Диаметр сверла, мм | Диаметр резьбы, дюймы | Шаг резьбы, мм | Диаметр сверла, мм | Диаметр резьбы, дюймы | Диаметр отверстия под резьбу, мм |
| M1 | 0.25 | 0,75 | 3/16 | 1.058 | 3.6 | 1/8 | 8,8 |
| M1,4 | 0,3 | 1,1 | 1/4 | 1.270 | 5.0 | 1/4 | 11,7 |
| M1.7 | 0,35 | 1,3 | 5/16 | 1.411 | 6.4 | 3/8 | 15,2 |
| M2 | 0,4 | 1,6 | 3/8 | 1.588 | 7.8 | 1/2 | 18,6 |
| M2.6 | 0,4 | 2,2 | 7/16 | 1.814 | 9.2 | 3/4 | 24,3 |
| M3 | 0,5 | 2,5 | 1/2 | 2,117 | 10,4 | 1 | 30,5 |
| M3,5 | 0,6 | 2,8 | 9/16 | 2,117 | 11,8 | - | - |
| M4 | 0,7 | 3,3 | 5/8 | 2,309 | 13,3 | 11/4 | 39,2 |
| M5 | 0,8 | 4,2 | 3/4 | 2,540 | 16,3 | 13/8 | 41,6 |
| M6 | 1,0 | 5,0 | 7/8 | 2,822 | 19,1 | 11/2 | 45,1 |
| M8 | 1,25 | 6,75 | 1 | 3,175 | 21,3 | - | - |
| M10 | 1,5 | 8,5 | 11/8 | 3,629 | 24,6 | - | - |
| M12 | 1,75 | 10,25 | 11/4 | 3,629 | 27,6 | - | - |
| M14 | 2,0 | 11,5 | 13/8 | 4,233 | 30,1 | - | - |
| M16 | 2,0 | 13,5 | - | - | - | - | - |
| M18 | 2,5 | 15,25 | 11/2 | 4,33 | 33,2 | - | - |
| M20 | 2,5 | 17,25 | 15/8 | 6,080 | 35,2 | - | - |
| M22 | 2,6 | 19 | 13/4 | 5,080 | 34,0 | - | - |
| M24 | 3,0 | 20,5 | 17/8 | 5,644 | 41,1 | - | - |
Еще раз обращаем ваше внимание что диаметр сверла под резьбу дан для крупной (стандартной резьбы).
Таблица диаметров прута для наружной резьбы
При работе в наружной резьбой ситуация очень похожая — част металла выдавливается, а не срезается. Потому диаметр прута или трубы, на который наносится резьба, должен быть немного меньше. Насколько точно — смотрите в таблице ниже.
| Диаметр резьбы, мм | 5,0 | 6 | 8 | 10 | 12 | 16 | 20 | 24 |
|---|---|---|---|---|---|---|---|---|
| Диаметр стержня, мм | 4,92 | 5,92 | 7,9 | 9,9 | 11,88 | 15,88 | 19,86 | 23,86 |
2017-06-15
Какой выбрать метчик, если перед мастером стоит задача просверлить отверстия с внутренней резьбой для восстановления шпилек, гаек, сорванных болтов и проведения аналогичных работ? Предлагаем следовать рекомендациям — учесть описанные ниже параметры.
Изображение № 1:
1. Стандарт резьбы.
Сегодня выпускают плашки с двумя стандартами: метрическим и дюймовым. Наиболее распространены метрические изделия, режущие края которых имеют конического типа лезвия.
2. Профиль резьбы.
Профиль на последних витках лезвий треугольной формы позволяет заворачивать гайки на восстановленную резьбу.
3. Принцип нарезания.
Использование метчиков ручного типа возможно в слесарном деле. При работе с вязкими сплавами (например, на основе титана) лучше применять инструменты машинного типа.
4. Вид плашки.
Распространение получили плашки разрезного, цельного и раздвижного видов. Цельные изделия создают резьбу наилучшего качества, поскольку отличаются высоким уровнем жесткости. Раздвижные используют в наборах, так как с их помощью удается сделать резьбу различных размеров.
Виды метчиков и их назначение
Назначение метчиков разнится, поэтому под каждый вид работ нужен свой инструмент. Расскажем об основных разновидностях.

Изображение № 2:
- Ручные/машинные. Выбирайте вариант, который предназначен для соответствующего вида работ. При этом обращайте внимание на устройство изделия (винтовое, прямое, с укороченными канавками).
- Гаечные. Одиночный инструмент для сквозной резьбы прямой формы. Он длиннее машинно-ручного и имеет острый заход, аналогично первому номеру комплектного метчика.
- С вырезанной ниткой. Инструмент подходит для обработки листов и нарезания отверстий в пластинчатом металле.
- Слесарные. Предназначены для ручной нарезки отверстий. Поставляются в комплектах, состоящих из трех инструментов (чернового, чистового, среднего). Работу начинают с чернового, корректируют отверстие средним и шлифуют чистовым элементом.
- Конические. Подходят для выполнения резьбы на сквозных отверстиях. Заборная часть изделий имеет неполную, а калибрующая — полную резьбу.
- Плошечные. Подходят для изготовления предварительной резьбы. Имеют заборные конусы больших размеров.
- Маточные. Используются для зачистки резьбы. Основное отличие от других видов — наличие спирали с правой стороны.
- Бесканавочные. Подходят для длительных работ с высокой производительностью. Изделие имеет короткое основание приемного конуса без продольных канавок, что уменьшает вероятность поломок.
- Комбинированные. Это изделия, составленные из двух частей (черновой и чистовой, соединенных шейкой). Инструмент комбинированного типа сокращает время на выполнение работ. К примеру, вы можете купить сверло-метчик , который подходит одновременно для сверления и нарезания резьбы.
- Специальные. Изделия имеют узкую специализацию. К подобному типу относят насадные, корабельные и тандем-метчики.
Как выбрать сверло под метчик?
Как выбрать сверло под метчик, если вам необходимо нарезать резьбу определенного размера? Чтобы не ошибиться, помните о принципе создания отверстий. Дело в том, что при нарезании резьбы металл удаляется вместе со стружкой, выходя через режущие грани инструмента. Поэтому диаметры стрежней выбирают не по номинальному диаметру резьбы, а чуть меньше. Сориентироваться поможет таблица, размещенная ниже.
Для чугуна и металлов высокой хрупкости диаметр сверла уменьшают на 0,1 мм от табличного значения. Для качественного выполнения дюймовой резьбы обращайте внимание на требуемый шаг и диаметр отверстия (смотрите таблицу ниже).

Таблица № 2:
Как выбрать метчик для резьбы
- система измерения диаметра (дюймовая, метрическая);
- число заходов инструмента (один, два, три);
- форма профиля (прямоугольная, трапециевидная, треугольная);
- сторона, в которую вращается винт (левая, правая);
- размещение резьбы на детали (внутри, снаружи);
- форма детали (конусовидная, цилиндрическая).
Если для исправления сорванной резьбы в основном используют одиночные изделия, то для создания новой берут комплекты. В них виды метчиков для нарезания резьбы определяются как черновой, средний и чистовой.

Изображение № 3:
Первый предназначен для нарезания черновой резьбы, второй для ее углубления, третий — для доведения до конечного (чистового) вида. Чтобы отличить одно изделие от остальных в наборе, обратите внимание на форму рисок хвостовых частей.
- Первый метчик имеет обрезанные верхушки зубьев, внешний диаметр меньше, чем у остальных инструментов в наборе.
- Второй с короткими зубными сегментами, имеет удлиненные гребни. Диаметр среднего метчика чуть больше, чем чистового.
- Третий имеет полный гребень зубцов и совпадает по диаметру с габаритами будущей резьбы.
При вычислении будущего диаметра отверстия пригодится формула:

Таблица № 3:
Важные моменты по выбору и работе с метчиками
- Если вы решили купить метчики в наборе, используйте их в нужной последовательности, начиная с чернового, заканчивая чистовым. В ином случае возможна порча резьбы и поломка инструмента.
- Используйте вороток после того, как приступите к работе чистовым инструментом. Обычно о том, что необходимо применить дополнительное приспособление, говорит усилившееся сопротивление.
- Возьмите угольник, чтобы проверить перпендикулярность хода метчика относительно поверхности заготовки.
- Подберите правильную охлаждающую жидкость. При этом учтите, что заготовки из бронзы и чугуна нарезают без смазки. Сталь и латунь хорошо сочетаются с льняным маслом, алюминий — с керосином, медь — со скипидаром.
У многих технических устройств, а также у большинства предметов домашнего обихода есть резьбовые соединения, которые человечество начало использовать с древнейших времен. К основным инструментам, при помощи которых изготавливаются элементы таких соединений, относится метчик. Его применение позволяет быстро и без особых затруднений нарезать на внутренней поверхности отверстия точную и качественную резьбу.
Конструктивные особенности
Первые инструменты для нарезки внутренней резьбы отличались примитивной конструкцией и представляли собой четырехгранный стержень, на рабочем конце которого, заточенном под пологий конус, выпиливались режущие зубья. Резьба при использовании такого метчика нарезалась посредством его завинчивания во внутреннюю часть гайки или в предварительно подготовленное отверстие в обрабатываемом изделии. Естественно, такой инструмент обладал множеством недостатков, к наиболее значимым из которых следует отнести отсутствие на режущей части задней поверхности, а также отрицательное значение переднего угла. Со временем конструкция метчиков стала более продуманной, и сегодня они позволяют создавать точную и качественную внутреннюю резьбу.
В любом метчике для нарезания резьбы на внутренних поверхностях обрабатываемых изделий вне зависимости от его геометрических параметров и назначения есть следующие элементы:
- боковые канавки (их может быть от 2 до 6);
- коническая заборная часть;
- калибрующая часть, которая имеет цилиндрическую форму.

Канавки, расположенные на боковой поверхности инструмента, вдоль всей его длины, одновременно выполняют две функции: обеспечение отвода стружки из зоны обработки и облегчение подвода в такую зону смазывающе-охлаждающей жидкости (СОЖ). Форму, которую канавка метчика имеет в поперечном сечении, определяют две ее поверхности, одна из которых является передней гранью режущего зуба инструмента, а вторая – его спинкой. По типу профиля стружечные канавки бывают следующих видов:
- однорадиусные (с канавками такой формы производятся преимущественно метчики калибровочного типа);
- с прямолинейными передней и задней поверхностями (инструменты с канавками такой формы используются для нарезки резьбы внутри гаек);
- с прямолинейной передней и радиусной задней поверхностями (большинство метчиков производится со стружечными канавками именно такого типа).

Канавки могут располагаться по-разному: различают прямолинейные, а также спиральные правые или левые. С канавками прямолинейного типа изготавливаются универсальные метчики общего назначения. Со спиральными левонаправленными канавками производятся метчики, используемые для нарезания резьбы на проход. Стружка, создаваемая таким инструментом, двигается впереди него по обрабатываемому отверстию, тем самым исключается риск порчи уже нарезанной резьбы. При использовании метчиков с правым направлением закручивания канавок стружка выводится из зоны обработки к хвостовику инструмента. Правосторонние метчики по этой причине оптимально подходят для нарезки резьбы в глухих отверстиях.
Заборная часть метчика, как уже говорилось выше, имеет коническую форму, что облегчает процесс вхождения инструмента в обрабатываемое отверстие. Конкретное значение угла наклона заборной части, который может находиться в диапазоне 3–20°, выбирают в зависимости от того, для какого типа обработки будет использоваться инструмент – черновой, промежуточной или чистовой.

Цилиндрическая калибровочная часть выполняется с обратным занижением величиной до 0,1 мм, что необходимо для того, чтобы уменьшить силы трения, возникающие в процессе нарезки резьбы. Уменьшить силу трения между рабочей частью метчика и обрабатываемой поверхностью позволяет также затыловка задней поверхности режущих зубьев, выполняемая от их вершины на 1/3 их ширины. Таким образом, создается занижение задней поверхности режущих зубьев, величина которого для инструментов диаметром 12–30 мм составляет около 0,1 мм.

Виды по назначению
Современная промышленность выпускает различные виды метчиков, которые отличаются друг от друга конструктивным исполнением и функциональными возможностями. Так, по своему назначению метчики могут относиться к одному из следующих типов.
СлесарныеДанные инструменты чаще всего являются ручными и используются в комплекте со специальным воротком, при помощи которого метчику сообщается вращение. Как правило, они выпускаются и используются комплектами, состоящими из двух-трех инструментов, каждый из которых снимает с обрабатываемой поверхности лишь часть припуска. Размеры метчиков, входящих в такой комплект (в частности, их рабочие диаметры), различаются. Первый из инструментов, на хвостовик которого нанесено обозначение в виде одной черточки, используется для выполнения черновой обработки, второй (с двумя черточками на хвостовике) – для промежуточной, а третий (соответственно, с тремя черточками) – для финишной обработки нарезаемой резьбы.

Это инструменты, при помощи которых резьба может нарезаться как вручную, так и на станках различного типа (токарных, сверлильных, агрегатных и др.). От слесарных такие метчики отличаются лишь несколько укороченной заборной частью и более высокой устойчивостью к механическим нагрузкам.

Гаечные
При помощи таких инструментов, как следует из их названия, выполняют нарезание резьбы в гайках. Гайки, в которых таким метчиком уже нарезана резьба, не скручиваются с инструмента, а перемещаются на его удлиненную хвостовую часть. Хвостовики гаечных метчиков, при помощи которых резьба нарезается на сверлильных станках, имеют прямолинейную форму. Гайки с уже нарезанной резьбой, перемещенные на такой хвостовик, просто стряхиваются с него после извлечения инструмента из патрона станка. Для нарезания гаек на резьбонарезных автоматах используются метчики, хвостовки которых имеют изогнутую форму. При выполнении резьбы таким способом гайки под напором друг друга проталкиваются по изогнутому хвостовику инструмента, достигают его конечной части и падают в подготовленную тару.
Требования к конструкции и размерам как ручных, так и машинных метчиков для нарезания метрической резьбы оговаривает ГОСТ 3266-81, который так и называется: «Метчики машинные и ручные. Конструкция и размеры».
Ознакомиться с требованиями ГОСТ к ручным и машинным метчикам можно, скачав документ в формате pdf по ссылке ниже.
Виды по конструкции
По своему конструктивному исполнению метчики также подразделяются на различные виды. Так, в зависимости от данного параметра различают инструменты:
- со стружечными канавками укороченной длины, которые также называют бесканавочными (конструкция таких метчиков специально разработана для того, чтобы нарезать резьбу в деталях из вязких низкоуглеродистых сталей, алюминиевых сплавов, а также высокопрочных легированных сталей);
- с канавками, расположенными по винтовой линии (устанавливают такие инструменты на обрабатывающие центры и используют для нарезки глухой резьбы);
- с режущими зубьями, размещенными в шахматном порядке (за счет того, что режущие зубья на калибровочной части такого инструмента срезаны через один, удается добиться уменьшения силы трения при обработке);
- ступенчатого типа с рабочей частью, разделенной на два участка, каждый из которых выполняет свою функцию (например, есть ступенчатые метчики, первый участок которых работает по генераторной схеме, а второй – по профильной; у ступенчатых инструментов других типов первый участок выполняет режущую функцию, а второй – выглаживающую);
- комбинированные (это фактически два инструмента в одном: их режущая часть, выполненная в единой конструкции, начинается со сверла, а заканчивается метчиком);
- метчики-протяжки, используемые для нарезания резьбы в сквозном отверстии любого диаметра (с их помощью резьба нарезается на токарных станках, в патроне которых закрепляется обрабатываемая деталь, а в резцедержателе – хвостовик используемого инструмента; перемещение метчика в процессе нарезания резьбы обеспечивается автоматической подачей суппорта станка, а вращение обрабатываемой детали – вращением шпинделя);
- с внутренней полостью, за счет которой происходит охлаждение инструмента в процессе обработки (использование таких метчиков, установленных на специализированном или многооперационном оборудовании, позволяет значительно повысить производительность нарезки резьбы);
- колокольные (такие метчики используются для нарезания внутренней резьбы большого диаметра (50–400 мм) и имеют сборную конструкцию, состоящую из отдельных режущих элементов).

Конструктивно все перечисленные выше метчики настолько различаются между собой, что отличить их друг от друга можно даже по фото.
Типы нарезаемой резьбы
Используя метчики разных категорий, как и различные виды плашек, можно формировать на внутренних поверхностях деталей резьбу различных типов. В зависимости от типа нарезаемой резьбы метчики подразделяются на следующие категории.
МетрическиеЭто метчики, при помощи которых нарезаются метрические резьбы. Нарезаемый элемент резьбы в таких случаях имеет форму равнобедренного треугольника, а все ее параметры измеряются в миллиметрах. В маркировке таких метчиков содержится буква «М». Для подбора метчиков метрических и диаметра подготовительного отверстия используется специальная справочная таблица.
Всем хорошего настроения! А вы никогда не задумывались над вопросом — метчик что это такое за чудо техники? Вот про это мы поговорим. Сегодня я постараюсь рассмотреть основные виды и элементы конструкции метчиков. Дочитав до конца этот пост вы сможете с уверенностью сказать, что тема изучена.

Метчик — что это за елочка такая?
Метчик — это режущий инструмент который позволяет без особого труда получить достаточно точную резьбу в отверстии. Я не зря назвал его елочкой. Ведь он имеет зубчики и если смотреть под определенным углом то похож.
А вы не задумывались как правильно поставить ударение метчИк или мЕтчик? Есть ответ — если вы говорите про орудие для образования резьбовой поверхности то это вариант с ударением на букву «и». А если вы говорите про человека или приспособление для нанесения разметки то говорите с ударением на букву «е».
Ну с этим разобрались а теперь встречайте его величество.
Основные части конструкции метчика.

Основной части у метчика нет, как и у других его собратьев, это так к слову пришлось. А сам он выполнен из следующих элементов:
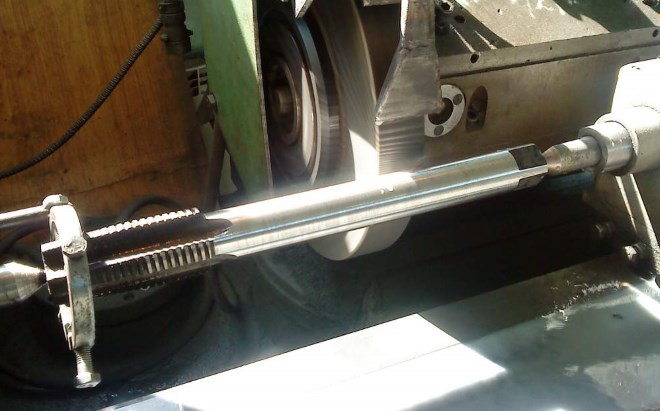
Метчики идеально подходят, для нарезания резьбы в отверстиях различных диаметров. Инструмент который я показал на фото выше — это классическое его исполнение.
Не забывайте, что мы живем в 21 веке и машиностроение постоянно совершенствуется и вы встретите много интересных экземпляров. Я расскажу лишь про самые известные и популярные экземпляры этого орудия для нарезки резьбы.
Виды и назначение метчиков в зависимости от конструкции.
1. С винтовыми стружечными канавками.

Такой метчик хорошо себя зарекомендовал при работе с использованием СОЖ (смазочно охлаждающей жидкостью). Видите какие у него изогнутые канавки? Когда инструмент погружается в тело детали, охлаждающие жидкости перестают попадать в зону резания, что негативно влияет как на стойкость метчика, так и на качество резьбы. А когда канавки имею характерный изгиб, то выход стружки и попадание СОЖ в зону резания увеличивается многократно.
Современные метчики все изготавливаются в таком исполнении. Ведь данная конструкция является оптимальной для процесса резьбонарезания в металле.
Небольшое видео про метчик фирмы Walter с винтовыми канавками:
2. Метчик с шахматным расположением зубьев.

Да, Крамник Владимир Борисович очень бы удивился. Ведь он один из лучших шахматистов в мире, а про такой вид шахмат наверное не слыхал . Ладно шучу. В таком инструменте не все зубья расположены как клетки на доске (через одну). Заборная часть этого метчика имеет классический вид, а вот калибрующие зубья располагаются через один.
К примеру вы видите, что у метчика расположенного на рисунке имеется 4 стороны (пера) и на каждом имеются зубцы. Вот калибрующие зубья на каждом из низ сдвинуты относительно друг друга. Объяснить на пальцах сложно так, что посмотрим на этот рисунок.

Тут видно как смещены зубчики на которые указывает красная стрелка относительно, зубьев обозначенных синей стрелкой. Думаю про шахматное расположение калибрующих зубьев все понятно. Если нет, пишите в комментариях обсудим.
3. Метчик машинно-ручной для резьбы от 3 до 10 мм.

Такой метчик отличается от обычного более «крутым» заборным сектором витков. Это позволяет резать резьбу как обычному слесарю вручную так и на станках сверлильной или токарной группы. В отличии от обычного своего собрата машинно-ручной метчик выдерживает приличные нагрузки и силы резания.
4. Метчик-протяжка.
 С такой протяжкой для резьбы нужно обращаться весьма осторожно. Как показано на рисунке, для получения резьбового отверстия такой метчик необходимо закрепить на резцедержателе токарного станка. Для этого есть специальные приспособления по этому выдумывать ничего не надо. Хотя из практики скажу, что видал СТОЛЬКО различных самоделок… Вам советую использовать только официальную оснастку для выполнения различных операций механической обработки.
С такой протяжкой для резьбы нужно обращаться весьма осторожно. Как показано на рисунке, для получения резьбового отверстия такой метчик необходимо закрепить на резцедержателе токарного станка. Для этого есть специальные приспособления по этому выдумывать ничего не надо. Хотя из практики скажу, что видал СТОЛЬКО различных самоделок… Вам советую использовать только официальную оснастку для выполнения различных операций механической обработки.
Немного отвлеклись. На рисунке выше изображена схема нарезания резьбы метчиком протяжкой
- Метчик-протяжка.
- Захват для хвостовика.
- Резцедержатель.
- Обрабатываемая деталь.
Процесс простой — метчик тяните на рабочей подаче, шпиндель вращается как показано на рисунке, в отверстии получается резьба. Качество получаемых поверхностей при таком методе резания не совсем хорошая. Применяется данный метчик весьма редко (во всяком случае на нашем предприятии). Посмотрите как он выглядит в живую на этом видео
4. Метчики для резьбы Ø до 2,5 мм.

Из-за таких размеров он похож на спички из коробка. Имеют угол заточки заборной части 75 градусов. Достаточно широко применяются в машиностроении и не только. Это обусловлено тем, что диаметр отверстия до 2,5 мм не позволит нарезать резьбу ничем другим. Лучше выбирать импортного производства например Guhring.
5. Комбинированное сверло-метчик.
Тут картинки вы не увидите, потому, что она в самом верху данной статьи. Сверло метчик это свежее дыхание прогресса и новый взгляд на механическую обработку резьб. Когда сверло благополучно проходит слой металлического листа, обороты шпинделя уменьшаются и в дело вступает резьбовая часть этого гибрида.Как видите метчик это не только нарезка резьбы но и сверление. Да что я все рассказываю лучше один раз посмотреть, чем сто раз услышать. Смотрим видео
Вот мы и рассмотрели основные виды метчиков. Думаю в ваших головах уже просветляется ответ на вопрос — Что это такая за «елочка»? Ну а мы следуем дальше.
Припуск и схема резания при работе метчиком.
Любой инструмент имеет схему резания. Которая предельно понятна из этого фото.
Схема распределения припуска.

Как указано на рисунке черновой инструмент снимает 75 процентов припуска, а для чистового остается всего 25 процентов. Это необходимо для получения более качественной резьбы в детали.
Схема резания.

На черновой приходится львиная доля снимаемого припуска, однако профиль он не формирует. Для формирования профиля резьбы применяется специальный чистовой инструмент в зависимости от выбранного вида резьбы.
Размеры метчиков. ГОСТ
Все размеры вы найдете в ГОСТах которые сможете скачать в конце статьи. На многих сайтах я например вижу встроенные таблицы. И всегда задаюсь вопросом — ЗАЧЕМ? Если собрались проектировать метчик, то ГОСТ вам в помощь. ГОСТы для того и разрабатывались, что бы такие как мы с вами могли заглянуть туда и получить необходимую информацию.
Специально для вас, моих любимых читателей блога инженера, я создал сборку из самых актуальных и сканированных в отличном качестве ГОСТов. В сборке 16 документов для разных наименований метчиков. Для ВАС скачивание бесплатно. Для появления ссылки не надо регистрироваться или посылать свой телефон, я знаю, что вы не робот. Просто поделитесь данной статьей в социальных сетях. Качайте, пользуйтесь!
А на этом мы заканчиваем. Сегодня вы узнали, что метчик это инструмент для получения достаточно точной и качественной резьбы в металлических конструкциях и деталях. Думаю пост был вам полезен. буду рад увидеть ВАШИ КОММЕНТАРИИ.
Всем пока! И до скорой встречи.
С вами был Андрей!
Несмотря на то, что нарезание внутренней резьбы не относится к сложным технологическим операциям, существуют некоторые особенности подготовки к этой процедуре. Так, следует точно определить размеры подготовительного отверстия под нарезание резьбы, а также правильно подобрать инструмент, для чего используются специальные таблицы диаметров сверл под резьбу. Для каждого из типов резьбы необходимо использовать соответствующий инструмент и рассчитывать диаметр подготовительного отверстия.
Разновидности и параметры резьбы
Параметрами, по которым резьбу разделяют на различные типы, являются:
- единицы исчисления диаметра (метрическая, дюймовая и др.);
- количество заходов ниток (одно-, двух- или трехзаходная);
- форма, в которой выполнены элементы профиля (треугольная, прямоугольная, круглая, трапециевидная);
- направление подъема витков (правая или левая);
- место размещения на изделии (наружная или внутренняя);
- форма поверхности (цилиндрическая или коническая);
- назначение (крепежная, крепежно-уплотнительная, ходовая).

В зависимости от вышеперечисленных параметров различают следующие виды резьбы:
- цилиндрическая, которая обозначается буквами MJ;
- метрическая и коническая, обозначаемые соответственно M и MK;
- трубная, для обозначения которой используются буквы G и R;
- с круглым профилем, названная в честь Эдисона и маркируемая буквой E;
- трапецеидальная, обозначаемая Tr;
- круглая, используемая для монтажа сантехнической арматуры, – Кр;
- упорная и упорная усиленная, маркируемые как S и S45 соответственно;
- дюймовая резьба, которая также может быть цилиндрической и конической, – BSW, UTS, NPT;
- используемая для соединения труб, монтируемых в нефтяных скважинах.

Применение метчика
Прежде чем приступить к резьбонарезанию, надо определить диаметр подготовительного отверстия и выполнить его сверление. Для облегчения этой задачи был разработан соответствующий ГОСТ, который содержит таблицы, позволяющие точно определить диаметр отверстия под резьбу. Эти сведения позволяют легко подобрать размер сверла.
Для нарезания резьбы метрического типа на внутренних стенках сделанного сверлом отверстия используется метчик – винтообразный инструмент с режущими канавками, выполненный в виде стержня, который может иметь цилиндрическую или коническую форму. На его боковой поверхности есть специальные канавки, расположенные вдоль его оси и разделяющие рабочую часть на отдельные сегменты, которые называются гребенками. Острые края гребенок как раз и являются рабочими поверхностями метчика.

Чтобы витки внутренней резьбы получились чистыми и аккуратными, а ее геометрические параметры соответствовали требуемым значениям, ее надо нарезать постепенно, путем поэтапного снятия тонких слоев металла с обрабатываемой поверхности. Именно поэтому с данной целью используют либо метчики, рабочая часть которых по длине разделена на участки с различными геометрическими параметрами, либо наборы таких инструментов. Единичные метчики, рабочая часть которых имеет одинаковые геометрические параметры по всей своей длине, нужны в тех случаях, когда необходимо восстановить параметры уже имеющейся резьбы.
Минимальным набором, при помощи которого можно достаточно качественно выполнить обработку отверстий под резьбу, является комплект, состоящий из двух метчиков – чернового и чистового. Первый срезает со стенок отверстия под нарезание метрической резьбы тонкий слой металла и формирует на них неглубокую канавку, второй не только углубляет сформированную канавку, но и зачищает ее.


Комбинированные двухпроходные метчики или наборы, состоящие из двух инструментов, используются для резьбонарезания в отверстиях небольших диаметров (до 3 мм). Для обработки отверстий под метрическую резьбу большего диаметра необходимо использовать комбинированный трехпроходной инструмент или набор, состоящий из трех метчиков.
Для манипуляций с метчиком применяется специальное приспособление – вороток. Главным параметром таких приспособлений, которые могут иметь различное конструктивное исполнение, является размер посадочного отверстия, который должен точно совпадать с размером хвостовика инструмента.

При использовании набора из трех метчиков, отличающихся как своей конструкцией, так и геометрическими параметрами, следует строго соблюдать последовательность их применения. Отличить их друг от друга можно как по специальным рискам, нанесенным на хвостовики, так и по конструктивным особенностям.
- Метчик, которым отверстие под нарезание метрической резьбы обрабатывается в первую очередь, отличается минимальным диаметром среди всех инструментов набора и режущими зубьями, верхняя часть которых сильно обрезана.
- Второй метчик имеет более короткую заборную часть и более длинные гребни. Его рабочий диаметр занимает промежуточное значение между диаметрами остальных инструментов из набора.
- Третий метчик, которым отверстие под нарезание метрической резьбы обрабатывается в последнюю очередь, характеризуется полными гребнями режущих зубцов и диаметром, который должен точно соответствовать размеру формируемой резьбы.

Метчики используются преимущественно для нарезания резьбы метрического типа. Значительно реже, чем метрические, применяются метчики, предназначенные для обработки внутренних стенок труб. Они в соответствии со своим назначением называются трубными, а отличить их можно по букве G, присутствующей в их маркировке.
Технология нарезания внутренней резьбы
Как уже говорилось выше, перед началом работы надо просверлить отверстие, диаметр которого должен точно подходить под резьбу определенного размера. Следует иметь в виду: если диаметры отверстий, предназначенных под нарезание метрической резьбы, выбраны неверно, это может привести не только к ее некачественному выполнению, но и к поломке метчика.
Учитывая тот факт, что метчик, формируя резьбовые канавки, не только срезает металл, но и продавливает его, диаметр сверла для выполнения резьбы должен быть несколько меньше, чем ее номинальный диаметр. Например, сверло под выполнение резьбы М3 должно иметь диаметр 2,5 мм, под М4 – 3,3 мм, для М5 следует выбирать сверло диаметром 4,2 мм, под резьбу М6 – 5 мм, М8 – 6,7 мм, М10 – 8,5 мм, а для М12 – 10,2.

Таблица 1. Основные диаметры отверстий под метрическую резьбу

Все диаметры сверл под резьбу ГОСТ приводит в специальных таблицах. В таких таблицах указаны диаметры сверл под выполнение резьбы как со стандартным, так и с уменьшенным шагом, при этом следует иметь в виду, что для этих целей сверлятся отверстия разных диаметров. Кроме того, если резьба нарезается в изделиях из хрупких металлов (таких, например, как чугун), диаметр сверла под резьбу, полученный из таблицы, необходимо уменьшить на одну десятую миллиметра.
Ознакомиться с положениями ГОСТ, регламентирующими нарезание метрической резьбы, можно, скачав документ в формате pdf по ссылке ниже.
Диаметры сверл под метрическую резьбу можно рассчитать самостоятельно. От диаметра резьбы, которую требуется нарезать, необходимо вычесть значение ее шага. Сам шаг резьбы, размер которого используется при выполнении таких вычислений, можно узнать из специальных таблиц соответствия. Для того чтобы определить, какого диаметра отверстие необходимо выполнить с помощью сверла в том случае, если для резьбонарезания будет использоваться трехзаходный метчик, надо воспользоваться следующей формулой:
Д о = Д м х 0,8, где:
Д о – это диаметр отверстия, которое надо выполнить с помощью сверла,
Д м – диаметр метчика, которым будет обрабатываться просверленный элемент.