Ručni ekstruder za polipropilen: princip rada. Ekstruder: uradi sam plastični konac, prednosti i mane Uradi sam ekstruziona linija za četke
Upozorio sam te! Ovdje nije sve djetinjasto: dizajn, varenje, brusilica, tokarski stroj, šmirgl, visoki napon, visoka temperatura, programiranje... :D:D:D
Opći dijagram (preuzeto s foruma robota)
Opće komponente dizajna:
- Svrdlo - svrdlo za drvo
- Rukav - cijev za vodu
- Motor s mjenjačem za rotaciju puža 10-100 okretaja u minuti
- Grijač zone taljenja
- Matrica za oblikovanje promjera navoja - čep za cijev
Sirovine su ABS granule i mljeveni dijelovi plastičnih dijelova

Pregledao sam puno fotografija i videa raznih dizajna. Ova mi se svidjela (slika s neta):

Moj početnički komplet

1. Rukav


Vrh je brušen.

3. Nema23 koračni motor sa planetarnim mjenjačem 15:1

4. Grijač u obliku stezaljke, širine 50 mm, 220 volti 190 vata
5. Utikač za cijev iz željezarije
6. Potisni ležaj 15x28x9 mm

Nosač za centriranje ležaja

7. PID regulator sa SSR relejem i termoparom 8. Pokretač koračnog motora
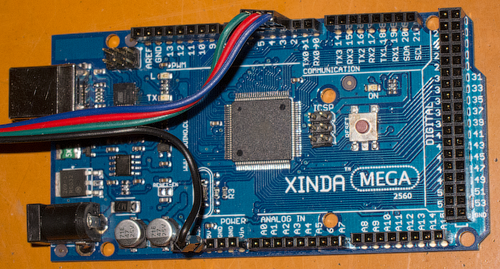
9. Arduino Mega 2560 iz skladišta
10. Napajanje od 24 volta
11. Set svrdla za rupu matrice
12. Spojnica koja povezuje bušilicu sa steperom napravljena je od utičnice. Trgu je dosadno tokarilica do 10 mm.
Neke veličine:
- unutarnji promjer cijevi 21,6 mm
- duljina cijevi 375 mm
- duljina otvora za utovar granula 70 mm
- promjer svrdla 20 mm
- promjer okruglog dijela drške svrdla 12,7 mm
- duljina šesterokutnog dijela drške svrdla 34,5 mm
- tampon, između kraja svrdla i izlaza iz cijevi 13 mm
- otvor mlaznice 2,6 mm
Kako pokrenuti steper? Trebam drajver koji pokreće Arduino

Arduino se trenutno napaja putem USB-a za brzo učitavanje skica.
Preliminarna skica za Arduino
#include AccelStepper.h>
stepper.setSpeed(1000000);
stepper.runSpeed();
Maksimalna brzina bi trebala biti 32 okretaja u minuti. Treba učiniti gladak početak SD.
Probna vožnja (Izviđanje na snazi).
Danas 31.01.15 je značajan dan. Lansiranje "samohotke".
Ovako izgleda moj hiperboloid.

Jedan prekidač uključuje grijač, drugi uključuje steper. Arduino je u paketu ispod drivera.
Granule (ABS Kumho 745 N) su sušene u pećnici 40 minuta na temperaturi od 65-85 stupnjeva. Temperatura je kontrolirana pirometrom.

Zagrijati grijač na 230 stupnjeva. Uključio sam struju u steper i ulio granule u spremnik. Brzina je bila velika, a temperatura niska. Steper je počeo aktivno preskakati korake i trzati cijev. Morao sam smanjiti brzinu, povećati temperaturu i toplinski izolirati grijač.
Nova skica:
AccelStepper steper (1, 2, 3, 4);
stepper.setMaxSpeed(10000000);
stepper.setSpeed(1000);
stepper.runSpeed();
Postavio sam temperaturu na 264 stupnja, ali sada mislim da to nije dovoljno. Ova temperatura je mjesto gdje termoelement dolazi u kontakt s grijačem.

Steper se okreće vrlo sporo, ali štap puzi iz rupe. Nisam mjerio brzinu. Zajedno sa šipkom iz otvora se diže dim s dobro poznatim mirisom ABS-a. Šipka se spušta u prstenovima na pod. Proces opterećenja šipki je vrlo neravnomjeran, a promjer u prosjeku varira od 2,5 do 2,9 mm. Zaključujemo: za stabilizaciju promjera potrebno je eliminirati trzanje šipke.
Nakon potpunog čišćenja spremnika od granula, šipka se još dugo vukla i postala sporija. Nakon što sam potpuno usporio, ugasio sam grijač. Proces hlađenja je izuzetno spor. Morao sam skinuti toplinsku izolaciju. Možda trebate prilagoditi ventilator za ovo? Kad je temperatura dosegla 100 stupnjeva, plastika se počela stvrdnjavati, a steper je počeo preskakati korake. Pužnica se više nije okretala. Proces je završen.
Kao rezultat toga, pokretač stepera se jako zagrijao. Steper se podnošljivo zagrijao. Potrebno dodatno hlađenje.
Prijeđimo na proces ispisa (Mendel90).
Zbog nestabilnog promjera šipke, opruge su morale biti ugrađene na ekstruder. Mlaznica je 0,8 mm. Ovo je ekstremni promjer mlaznice za standardni dizajn E3D-v5, morate povećati temperaturu mlaznice i smanjiti brzinu tako da nema razmaka između navoja. Otisnut slojem od 0,2 mm. Vrlo dobro prianja na stol. Slojevi su ravnomjerni, unatoč plutajućem promjeru šipke.
Stručnjacima koji se profesionalno bave polaganjem plastične cijevi, važno je imati u svom arsenalu poseban alat, omogućujući vam stvaranje pouzdana veza između materijala s niskim talištem. Nedavno su stvoreni mnogi materijali sličnih karakteristika. To uključuje polietilen niski pritisak, polivinil klorid, polipropilen i drugi. Ručni ekstruder za zavarivanje može osigurati njihovu pouzdanu vezu.
Dizajn i princip rada
Ručni ekstruder dizajniran je kao mehanički uređaj, kod kojeg se spajanje materijala odvija u fazama: najprije se plastika zagrijava do viskoznog stanja, a zatim se dobivena masa istiskuje na površinu na spoju. Nakon hlađenja HDPE, PVC-a i druge plastike s niskim talištem, na mjestu rada pojavljuje se jak zavareni šav.
Uređaj za ekstrudiranje
Kako bi rad s ovim uređajem bio praktičniji, proizvođači ga proizvode u obliku pištolja s ručkom i gornjom mlaznicom namijenjenom zagrijavanju radne smjese. U konstrukciji ekstrudera mogu se razlikovati sljedeće radne jedinice:

Princip rada
Prije rada, šipka za punjenje se umetne u ekstruder, koji mora biti izrađen od materijala predviđenog za upotrebu u zavarivački radovi Oh. Sam tijek rada izgleda ovako: gornja ploča Uređaj je opremljen prihvatnom čahurom s rupom u koju se zatim umetne šipka za punjenje. Trebao bi biti smješten u njemu na takav način da slobodni kraj bude u području gdje ga zahvaća puž.
 Kada stručnjak pokrene elektromotor, izložen zasićenoj struji vrućeg zraka, šipka se zagrijava, a istovremeno, nakon nekog vremena, koje je unaprijed podešeno senzorom uređaja, šipka se dovodi u područje njegovog mljevenja. Ovdje svrdlo, čineći rotacijske pokrete, počinje drobiti šipku koja poprima oblik zrnate mase. Kao rezultat zagrijavanja, počinje se topiti i postupno prelazi u područje taljenja, gdje granulat već ima potpuno homogen sastav.
Kada stručnjak pokrene elektromotor, izložen zasićenoj struji vrućeg zraka, šipka se zagrijava, a istovremeno, nakon nekog vremena, koje je unaprijed podešeno senzorom uređaja, šipka se dovodi u područje njegovog mljevenja. Ovdje svrdlo, čineći rotacijske pokrete, počinje drobiti šipku koja poprima oblik zrnate mase. Kao rezultat zagrijavanja, počinje se topiti i postupno prelazi u područje taljenja, gdje granulat već ima potpuno homogen sastav.
Doživljavanje pritiska pužnice, granulat se šalje u zonu zavarivanja, a odatle odlazi u mlaznicu za zavarivanje, odakle, u procesu pritiskanja na površinu proizvoda koji se spajaju, izlazi u obliku jednolike trake zadane širine, određene konfiguracijom mlaznice. S obzirom da je temperatura izvan zavarenog proizvoda puno niža od one koju stvara toplinski grijač, materijal šipke se brzo hladi, što rezultira zavarom.
Kod korištenja većih i produktivnijih modela ekstrudera, funkciju zagrijavanja šipke za punjenje preuzima vanjski toplinski grijač, u koji se zrak dovodi iz malog kompresora. Ekstruderi se mogu razlikovati jedan od drugoga i po načinu zagrijavanja materijala za punjenje. U nekim se modelima u tu svrhu koriste prstenovi s prstenom. grijaći elementi ugrađen u kućište toplinskog grijača.
Kontrolnom sustavu uključenom u ekstruder dodijeljene su sljedeće funkcije:

Pravila rada i odabir modela
Prije nego počnete zavarivati plastične proizvode, moraju biti ispunjeni brojni uvjeti, zbog karakteristika materijala. Potrebno je ukloniti sva postojeća onečišćenja s površine proizvoda koji se spajaju i osigurati da ne dođu u kontakt s mokrim materijalom tijekom rada.
 Za pravilno izvođenje radova potrebno je uzeti u obzir razliku u temperaturama taljenja materijala koji se spajaju, ako se međusobno razlikuju kemijski sastav. Dakle, ručni ekstruder se može koristiti za zavarivanje HDPE i polipropilena, budući da ovi materijali imaju raspon temperature taljenja koji se potpuno ili djelomično preklapa. Kada je potrebno kombinirati materijale od PVC-a i HDPE-a ili polipropilena, često nastaju poteškoće. Pri radu s takvim materijalima, ručni ekstruder se može koristiti samo za spajanje proizvoda koji su izrađeni od identičnih materijala.
Za pravilno izvođenje radova potrebno je uzeti u obzir razliku u temperaturama taljenja materijala koji se spajaju, ako se međusobno razlikuju kemijski sastav. Dakle, ručni ekstruder se može koristiti za zavarivanje HDPE i polipropilena, budući da ovi materijali imaju raspon temperature taljenja koji se potpuno ili djelomično preklapa. Kada je potrebno kombinirati materijale od PVC-a i HDPE-a ili polipropilena, često nastaju poteškoće. Pri radu s takvim materijalima, ručni ekstruder se može koristiti samo za spajanje proizvoda koji su izrađeni od identičnih materijala.
Budući da ručni ekstruder ima kompaktnu veličinu, zavarivanje plastični elementi može se provesti pomoću ovog uređaja bez zaustavljanja rada povezanih proizvoda. Dakle, polipropilenske cijevi se mogu zavarivati bez prethodnog isključivanja dovoda vode kroz njih.
Prije početka rada na zavarivanju plastičnih proizvoda Potrebno je izvršiti niz obaveznih provjera:

Da izabere najviše prikladan model uređaji, Potrebno je uzeti u obzir niz karakteristika:
- raspon promjera šipke;
- Dostupnost zamjenskih uređaja;
- debljina povezanih proizvoda;
- jednostavnost postavljanja parametara procesa;
- produktivnost po jedinici vremena.
 Mnogi proizvođači proizvode ekstrudere s vlastitim materijalima za punjenje, što dodatno ukazuje na stvaranje pouzdanog spoja potrošni materijal mora biti u skladu s proizvođačem alata.
Mnogi proizvođači proizvode ekstrudere s vlastitim materijalima za punjenje, što dodatno ukazuje na stvaranje pouzdanog spoja potrošni materijal mora biti u skladu s proizvođačem alata.
U principu, uvijek možete razmisliti o izradi ekstrudera za kućnu upotrebu vlastitim rukama. Koristi se kao osnova redovito industrijsko sušilo za kosu, na koji je spojen vijčani pogon, a zatim se dizajn modificira kako bi se dobile obje jedinice kompaktan izgled. U nekim slučajevima, vijak se može zamijeniti pogonom klipa, ali ova se opcija ne može smatrati pouzdanom. Takav domaći ekstruder za zavarivanje može se ponašati drugačije sa šipkama za slijetanje zbog činjenice da se mogu napraviti od različitih materijala. Najbolje je koristiti kolektorski motor kao pogon, jer je stabilniji sa stalnim promjenama vrijednosti momenta.
Proizvođači ekstrudera za zavarivanje
Najčešće potrošači kupuju za zavarivanje. ručni ekstruderi sljedećih proizvođača:

 mogu varirati i biti određeni funkcionalnošću i izvedbom određenog modela. Ako uzmemo u obzir jedinice ruskih proizvođača, onda se u prosjeku mogu kupiti za 30-55 tisuća rubalja. Strani proizvođači spremni su prodati ekstruder za zavarivanje vlastita proizvodnja za ne manje od 50 tisuća rubalja.
mogu varirati i biti određeni funkcionalnošću i izvedbom određenog modela. Ako uzmemo u obzir jedinice ruskih proizvođača, onda se u prosjeku mogu kupiti za 30-55 tisuća rubalja. Strani proizvođači spremni su prodati ekstruder za zavarivanje vlastita proizvodnja za ne manje od 50 tisuća rubalja.
Plastične cijevi, koje su nedavno stekle veliku popularnost, sada se široko koriste u raznim objektima. Često se sami vlasnici odlučuju za promjenu vodoopskrbnog sustava novim izrađenim od ovog tehnološki naprednog materijala. Ali za spajanje elemenata cijevi potrebna je specijalizirana oprema.
Vrlo često stručnjaci za obavljanje ove vrste posla koriste ekstruder za zavarivanje, koji podržava rad s proizvodima ne samo od PVC-a, već i drugih vrsta plastike. Međutim, rad s ovim uređajem ne zahtijeva samo poznavanje značajki Stroj za zavarivanje, ali i materijale koji se planiraju spajati. Ne znaju svi da razlika u temperaturama taljenja između različitih materijala može negativno utjecati na pouzdanost stvorenog spoja. Stoga se ekstruder ne može uvijek smatrati najprikladnijom vrstom alata za zavarivanje.
 Postoji i niz drugih važni parametri
, što se mora uzeti u obzir pri odabiru ekstrudera za zavarivanje plastičnih proizvoda. Većina običnih korisnika, u pravilu, nema takve informacije, pa je sasvim razumljivo zašto se ekstruder za zavarivanje smatra radnim alatom za profesionalce.
Postoji i niz drugih važni parametri
, što se mora uzeti u obzir pri odabiru ekstrudera za zavarivanje plastičnih proizvoda. Većina običnih korisnika, u pravilu, nema takve informacije, pa je sasvim razumljivo zašto se ekstruder za zavarivanje smatra radnim alatom za profesionalce.
Ako želite sami zavarivati PVC cijevi, preporučljivo je to učiniti pod vodstvom iskusnog stručnjaka i strogo se pridržavati njegovih uputa za provođenje radnog procesa. U suprotnom, sve bi moglo završiti vrlo loše za vlasnika, čak do točke hitne situacije u najneočekivanijem trenutku.
Riječ "ekstruder" doslovno znači "izbacivač". Ovo je naziv za skupinu uređaja dizajniranih za istiskivanje različitih polutekućih masa na površinu, uključujući polimer (plastiku), gumu i druge. Gumeni ekstruder ponekad se naziva i stroj za brizganje gume.
Ekstruder za zavarivanje je specijalizirani aparat za tzv. ekstruzijsko zavarivanje, koji služi za spajanje polimerni materijali razne klase - polietilen visoke gustoće (LDPE) i polietilen niske gustoće (LDPE), polipropilen, polivinil klorid (PVC) i druge plastike koje se najčešće koriste u svakodnevnom životu i industriji.
Ekstruzijsko zavarivanje je postupak spajanja polimernih materijala pomoću mase materijala otopljene do konzistencije gustog kiselog vrhnja koja je homogena sa zavarenim ili slična po fizikalnim i kemijskim svojstvima.
Za razliku od poznatijeg zavarivanja metala, spajanje plastičnih dijelova ekstruzijom ne uključuje topljenje rubova dijelova koji se spajaju, iako zagrijavanje u određenoj mjeri ipak dolazi.
Šav nastaje kada se polu-taljena ekstrudirana masa stvrdne i stegne s rubovima. Time se postiže visoka čvrstoća zavareni spoj- do 0,8 čvrstoće osnovnog materijala.
Zavarivanje plastike s ekstruderom najčešće se koristi u vodovodu - za spajanje vodovodnih cijevi, u građevinarstvu, kada razna djela, čija je svrha proizvesti bilo koji plastične konstrukcije- spremnici, pontoni, staklenici.
 Ekstrudirana masa se proizvodi ili od polimernih granula - izvorni materijal za stvaranje bilo koje plastike, ili od tzv. štapića za punjenje, koji se melju do zrnastog stanja unutar samog ekstrudera.
Ekstrudirana masa se proizvodi ili od polimernih granula - izvorni materijal za stvaranje bilo koje plastike, ili od tzv. štapića za punjenje, koji se melju do zrnastog stanja unutar samog ekstrudera.
U nekim (ne svim) modelima, uloga šipke može biti uski komad istog materijala koji se planira zavariti. Na primjer, možete koristiti nepotrebni komad polipropilena kao šipku, ali ne i drugu plastiku.
Većina ekstrudera za zavarivanje proizvedenih na zapadu dizajnirana je za korištenje s dodatnim materijalom istog proizvođača. Domaći razvoj manje je zahtjevan za aditiv. Ručni ekstruder za zavarivanje često se u svakodnevnom životu naziva pištoljem za ekstruziju. \
Oblikovati
Svaki ekstruder za zavarivanje je dvostruki uređaj. Jedna od njegovih komponenti je snažan grijač s prekidačem temperature, koji je dizajniran za topljenje plastike. Drugi je stvarni uređaj za ekstruziju, opremljen vijčanim mehanizmom koji dovodi talinu kroz mlaznicu-mlaznicu.

Ovisno o vrsti sirovine (šipka ili granule), ekstruder može sadržavati sjeckalicu (drobilicu). Čvrstom materijalu potrebno je više vremena da se zagrije do željenog stanja, a njegovo punjenje zahtijeva složeniji dizajn od tradicionalnog, jeftinog i jednostavnog za korištenje puža. Stoga su manje složeni i jeftiniji ekstruderi uglavnom dizajnirani za punjenje peletima.
Općenito, dizajn tipičnog ekstrudera sadrži, osim gore navedenog, sljedeće komponente i elemente:
- asinkroni električni motor;
- "kopča" za hranu;
- komora za ekstruziju;
- komora za taljenje;
- dodatak mlaznice (at dobri modeli- set od nekoliko mlaznica);
- ravne i bočne ručke;
- upravljačka jedinica s termostatom.
Ovisno o vrsti napajanja ekstrudera za zavarivanje, isporučeni aditiv ili odmah ulazi u komoru za taljenje (rasute granule), ili ulazi u komoru za ekstruziju, gdje se prethodno zagrijava, drobi i tek onda topi. Rastaljena masa dovodi se kroz mlaznicu do zavarenog šava, gdje se skrutne za nekoliko sekundi.
Za koje materijale je primjenjiv?
Visokokvalitetni ekstruder za zavarivanje mora imati jedinicu za podešavanje s mehaničkim upravljanjem, dodirom ili pritiskom na gumb, što će vam omogućiti promjenu temperature zagrijavanja smjese.
Činjenica je da se različita plastika topi na različitim temperaturama. Najniža je za HDPE - 120-130 °C (ovisno o marki), najviša je za polivinil klorid - do 220 °C. Ostali popularni industrijski polimeri imaju talište u rasponu od 170-200 °C.
Samo plastične mase iz skupine termoplasta mogu se podvrgnuti ekstruzijskom zavarivanju. Materijali iz skupine duroplasta nisu podvrgnuti taljenju i naknadnoj redukciji; visoka temperatura samo počnu gorjeti.
Uređaj domaće izrade
 Ekstruder za zavarivanje složen je mehanizam za profesionalna uporaba. Njegova cijena počinje od najviše 30 tisuća rubalja jednostavan model, a može doseći i do sto tisuća ili više za snažan i visokoučinkovit. Na tržištu su također predstavljeni domaći razvoji, oni su 10-20% jeftiniji od uvezenih, ali su i dalje prilično skupi.
Ekstruder za zavarivanje složen je mehanizam za profesionalna uporaba. Njegova cijena počinje od najviše 30 tisuća rubalja jednostavan model, a može doseći i do sto tisuća ili više za snažan i visokoučinkovit. Na tržištu su također predstavljeni domaći razvoji, oni su 10-20% jeftiniji od uvezenih, ali su i dalje prilično skupi.
Stoga, ako se pojavi jednokratna potreba, zavarite, na primjer, dva vodovodne cijevi(njihov uobičajeni materijal za proizvodnju je polipropilen) lakše je koristiti vlastiti ekstruder. Najjednostavnija verzija dizajna je snažno građevinsko sušilo za kosu, opremljeno mlaznicom za šipku - bilo domaćom, izrađenom od kositra ili industrijskom izradom.
U tom slučaju šipka će se ulagati ručno. Snaga sušila za kosu dovoljna je da se otopi, ali kvaliteta šava, naravno, bit će niža od one kod industrijskih modela.
Ako je moguće, sušilo za kosu može se spojiti na vijčani ili klipni pogon za napajanje. U tom slučaju, ako instalirate prijemnu komoru, bit će moguće koristiti granulirane sirovine.
Ekstruzija se smatra uobičajenom metodom za proizvodnju poluproizvoda ili proizvoda od polimera. Ovaj proces nastaje u Industrija hrane ili u proizvodnji stočne hrane. Talina polimera se pomoću glave ekstrudera izvlači u glavu za kalupljenje s posebnim profilom.
Kako proces funkcionira?
Većina polimera se može ekstrudirati: termoplasti, elastomeri i drugi materijali. Tehnologija ekstruder za zavarivanje korišten je dugi niz godina. Tijekom obrade posebnom opremom postoji nekoliko različite karakteristike: sastav sirovina, postotak vlažnosti i priroda. Tlak i temperatura mogu se promijeniti tijekom rada. Gdje se može koristiti ekstruder za zavarivanje?
- Obrada stočne hrane.
- Izrada plastike i polietilena.
- Stvaranje cijevi.
- Proizvodnja hrane.
Dizajn ekstrudera:

DIY ekstruder za 3D printer
Posebnost ručnog 3D printera je što radi na bazi filamentne plastike. različiti tipovi, najčešće korišten ABS i PLA. Uređaj takvog ekstrudera sastoji se od dva bloka, prvi je odgovoran za opskrbu filamentom, drugi je mlaznica s grijačem koji hladi uređaj.
 Kako napraviti domaći ekstruder za 3D printer? Prvo trebate odabrati koračni motor ili umjesto njega koristiti motore iz starih skenera. Za montažu motora trebat će vam kućište, poseban valjak i vrući kraj. Tijelo može biti izrađeno od različitih materijala. Poseban valjak se podešava pomoću opruge, jer je debljina šipke rijetko idealna. Materijal je povezan s mehanizmom za dovod, ali stisak ne smije biti previše čvrst, inače će se komadići plastike početi odlomiti.
Kako napraviti domaći ekstruder za 3D printer? Prvo trebate odabrati koračni motor ili umjesto njega koristiti motore iz starih skenera. Za montažu motora trebat će vam kućište, poseban valjak i vrući kraj. Tijelo može biti izrađeno od različitih materijala. Poseban valjak se podešava pomoću opruge, jer je debljina šipke rijetko idealna. Materijal je povezan s mehanizmom za dovod, ali stisak ne smije biti previše čvrst, inače će se komadići plastike početi odlomiti.
Možete kupiti dio koji se zove hot end, ali cijena je prilično visoka; bilo bi isplativije preuzeti crteže i napraviti ih sami. Radijator je izrađen od aluminija za uklanjanje topline iz cijevi vrućeg kraja. To pomaže eliminirati prerano zagrijavanje materijala.
Najviše Najbolja odluka- Ovo je LED radijator, hlađenje se vrši pomoću ventilatora. Hot-end prtljažnik je stvoren od metalna cijev, koji je dizajniran za spajanje radijatora i grijača. Tanak komad cijevi toplinska je barijera koja nosi toplinu na vrhu ekstrudera.
Grijač u 3D ekstruderu izrađen je od aluminijske ploče vlastitim rukama. Prvo se u njemu izbuši rupa za hot end bačvasti nosači, tada se stvara rupa za vijak, otpornik i termistor. Ploča se zagrijava uz pomoć otpornika, a termistor regulira temperaturu. Mlaznica je izrađena od slijepe matice s ovalnim krajem.
Prilikom odabira matice, bolje je odabrati mesing ili bakar, vrlo ih je lako obraditi. Vijak se učvrsti u stegu, zatim se na njega zavrne matica i tako dalje. završna faza- Ovo stvara rupu u središtu. Ovako nastaje domaći ekstruder za 3D printer.
Ako ne razumijete sasvim kako napraviti takav uređaj za 3D printer, trebali biste se upoznati s videozapisima i crtežima kako biste pojednostavili svoj rad.
DIY ekstruder gline
Ova oprema je dizajnirana za modeliranje. Uz pomoć takvih ručnih ekstrudera možete raditi s glinom i plastelinom. Glavni dizajn za ovaj ekstruder, smatra se plastična boca prozirna boja. Prije upotrebe potrebno ga je oprati i osušiti. Morate ukloniti ploču s poklopca pomoću igle ili igle.
Zatim morate napraviti rupu iz koje će se materijal istisnuti. Promjer mora odgovarati linijama. Obrežite rubove rupe i uzmite metalni disk na koji pričvrstite ručku. Gotovo, sada imate ekstruder za glinu. Sve je vrlo jednostavno i ne treba vam čak ni crtež.
Zaključak
Ekstruder se smatra vrlo korisnim, jer zahvaljujući takvom alatu možete stvoriti mnoge materijale koji koristi se u vitalnim područjima. 3D printer čini najviše kvalitetni dijelovi, a vrlo je isplativo napraviti ga sami, od ovoga možete zaraditi pristojnu količinu novca. Kada stvarate takav alat za 3D printer, ne zaboravite se upoznati s dijagramom.
Ručni aparat za zavarivanje - ekstruder - danas više nije nešto neobično ili nadnaravno. Zahvaljujući moderne tehnologije pojavila se prilika za stvaranje takvog alata vlastitim rukama.
Ekstruder je dizajniran za izradu trajnih spojeva raznih plastični proizvodi, koji se provode dovođenjem rastaljene mase materijala u zagrijanu kupelj formiranu od rubova uzoraka koji se zavaruju.
Ovaj se alat koristi za proizvodnju spremnika, proizvoda od lima, popravak oštećenja plastičnih konstrukcija, na primjer, lemljenje automobilski branici napravljen od plastike.
Ekstruder nema slabih točaka, ima dug vijek trajanja i jednostavan je za rukovanje. Poduzetni ljudi kupuju poluproizvode od plastike i koriste ih ovog instrumenta stvoriti jedinstven dizajn. Jedan od sličnih projekata može se primijetiti “kupalište organizirano na vodi”. Kao baza za to korišten je ponton.
Uradi sam ekstruder za zavarivanje
Slična ideja nastala je prije više od 60 godina, dakle prije danas doživio je mnogo različitih promjena i postao gotovo savršen. Pojavio se veliki broj mehanizama koji se razlikuju u tehnici utjecaja, ali su gotovo ujednačeni u pogledu dobivenih struktura.
Kako se zagrijava baza predloženog dijela? Sve je vrlo jednostavno: kao rezultat mehaničkih postupaka proizvodi Termalna energija, promicanje dodatnog zagrijavanja plastike. Ne mogu se isključiti vanjski toplinski utjecaji. U u ovom slučaju proces uvelike ovisi o izvornoj strukturi ekstrudera.
Ručni ekstruder za zavarivanje: princip rada
Ekstruder nije složen instrument u menadžmentu postoje tri opcije:
- hladno oblikovanje;
- vruće istiskivanje;
- toplinska obrada.
Termoformiranje je danas najpopularnija tehnologija. Postupak se provodi velikom brzinom i pod maksimalnim pritiskom. Za njegovu provedbu koristi se pužni ekstruder, čiji je glavni element dizajna posebno oblikovani vijak. Postupak oblikovanja u ovom slučaju izvodi se na izlazu. Sirovina zajedno s korištenim dodatnim elementima stavlja se u posebnu komoru.
Tvornička oprema može biti opremljena posebnim uređajima o kojima ovisi miješanje i kretanje sirovina.
Proizvodnja
Kako napraviti vlastiti ručni ekstruder za zavarivanje za spajanje polipropilenskih proizvoda? Postupak sastavljanja takvog alata nije osobito težak, kao što se može činiti na prvi pogled. Svatko ga može sastaviti.
Izrada ekstrudera prilično je fascinantan proces koji izravno ovisi o namjeni i obliku uređaja.
Kako se domaći ekstruder može razlikovati od tvorničkog:
- montaža strukturnih elemenata;
- broj radnih komora;
- prisutnost dodatnih sustava.
Ostaje nepromjenjen cilindričnog oblika alat. Danas se smatra tehnološki najnaprednijim, pa ostaje nepromijenjen.
Tehnološke razlike
Nekoliko je ipak potrebno dovoljno osvijetliti važne točke, to se posebno odnosi na postupak suhe ekstruzije, koji izravno ovisi o toplinskoj energiji koju sam aparat oslobađa tijekom rada. Također ostaje moguće uključiti paru u proces, za što je dostupna pojedinačna komora. Para je neophodna za povećanje otpornosti opreme na habanje.
Tehnologiju karakterizira velika brzina rada, postupak se provodi u samo 30 sekundi. Stroj za zavarivanje plastike može izvesti sljedeće operacije sa sirovinama u tako kratkom vremenskom razdoblju:
- mljevenje;
- dehidracija;
- miješanje;
- dezinfekcija;
- stabilizacija;
- povećanje volumena.
Za samostalno napravljeno Za ručni ekstruder kod kuće morate kupiti određeni popis dijelova:
- svrdlo potrebnog oblika;
- električni motor;
- kućište za uređaj;
- kapacitet hrane;
- izlazni kapacitet;
- vakuumska komora.
Raditi u životni uvjeti alat za zavarivanje plastičnih proizvoda vlastitim rukama, dovoljno je razumjeti postupak stvaranja ekstrudera, njegov princip rada.
Također preporučujemo
 Što simbolizira paunovo pero?
Što simbolizira paunovo pero?
 Godina žutog psa (2018): karakteristike, prognoze astrologa Nova godina, što očekivati od znakova zodijaka
Godina žutog psa (2018): karakteristike, prognoze astrologa Nova godina, što očekivati od znakova zodijaka
 Godina žutog psa (2018.): karakteristike, prognoze astrologa Što će godina donijeti znakovima
Godina žutog psa (2018.): karakteristike, prognoze astrologa Što će godina donijeti znakovima
 Zašto se pauci pojavljuju u kući?
Zašto se pauci pojavljuju u kući?
 Kako izračunati bruto nacionalni proizvod (BNP)?
Kako izračunati bruto nacionalni proizvod (BNP)?
 Saratovsko nacionalno istraživačko državno sveučilište nazvano po N
Saratovsko nacionalno istraživačko državno sveučilište nazvano po N