Как определить шаг резьбы. Дюймовая трубная резьба: особенности нарезки Как узнать какой шаг резьбы
Штангенциркуль относится к классу универсальных измерительных приборов высокой точности. Данное устройство предназначено для определения наружных и внутренних размеров небольших деталей, глубины отверстий и прочих параметров. Зная, можно легко установить линейные величины любых предметов, в том числе и резьбовых соединений на метизах.
Особенности использования штангенциркуля
Удобство и простота использования этого инструмента обуславливают его широкое применение не только в производственной сфере, но и в домашних условиях. Существует три разновидности штангенциркулей: нониусные, циферблатные и цифровые, отличающиеся своей конструкцией. Наибольшей популярностью пользуется первый вариант. Такой инструмент имеет механическую структуру, поэтому ломаться там нечему. При аккуратном обращении (необходимо беречь прибор от деформаций и ржавчины) срок его эксплуатации практически не ограничен.

Измерять штангенциркулем как микрометром, то есть до десятых долей миллиметра, позволяет шкала Нониуса. В конструкции инструмента предусмотрена возможность фиксации измеряемого объекта как с наружной, так и с внутренней стороны, благодаря чему вероятность погрешности сводится к нулю.
Конструктивные элементы приборов
Чтобы понять, как измерять с помощью штангенциркуля, необходимо разобраться в его конструкции. Свое название инструмент получил в честь штанги, на которой располагается основная шкала. Дополнительной шкалой является нониус, предназначенный для определения десятых или сотых долей миллиметра при необходимости получения максимально точных результатов.
Конструкция механического нониусного штангенциркуля состоит из:
- штанги с основной шкалой;
- подвижной рамки со шкалой Нониуса;
- губок для измерения внутренних поверхностей;
- губок для измерения внешних поверхностей;
- линейки глубиномера;
- винта для фиксации рамки.
Некоторые модели имеют двойную шкалу, позволяющую измерять штангенциркулем как в миллиметрах, так и в дюймах. Остальные элементы конструкции, как правило, не имеют различий.
Как правильно измерять штангенциркулем наружные поверхности

Для получения точных данных о внешних размерных параметрах предмета, его необходимо зафиксировать с помощью нижних губок инструмента. Эта операция выполняется путем предварительного раздвижения губок на немного большее расстояние, чем размер измеряемой детали, и последующего их сдвигания до упора в поверхности изделия. После того, как нижние губки штангенциркуля будут надежно зафиксированы на наружных поверхностях, контрольная точка на подвижной шкале займет определенное положение на основной шкале и будет показывать размер детали.

Как измерить штангенциркулем внутренний диаметр детали
Перед выполнением данной операции элементы прибора сдвигают до упора, после чего губки для определения расстояния между внутренними поверхностями помещают в отверстие. Далее их разводят до упора в стенки и фиксируют в таком положении. Зная, как измерить диаметр штангенциркулем, можно замерить внутренние плоскости любой другой формы.

Определение глубины
Данная операция производится с помощью глубиномера. Торец штангенциркуля упирают в верхнюю часть детали, а глубиномер заводят в отверстие до упора. На основной шкале будет отображаться глубина измеряемого изделия.
Замер резьбовых соединений
Определение размеров внутренних и внешних поверхностей деталей - операция простая и многим знакомая еще со школьных уроков труда. А вот как измерить резьбу штангенциркулем, знает далеко не каждый.

Данная процедура может потребоваться в разных случаях, например, если болт нестандартный или необходимо измерить крепежную деталь без демонтажа резьбового соединения. Ниже приведены примеры, как измерять штангенциркулем болты и гайки в различных ситуациях.
- Определение длины болта, ввинченного в деталь. Эта операция выполняется с помощью глубиномера. Последовательно измеряется высота головки болта, толщина шайбы (при ее наличии), толщина промежуточной детали и высота части стержня болта, выступающей с обратной стороны детали. Полученные значения суммируют, после чего определяют типоразмер крепежного элемента с помощью специальных таблиц соответствия длин болтов и размеров их головок под ключ.
- Определение диаметра резьбы. Данный параметр измеряется по выступам, а не по канавкам резьбы. Между губками штангенциркуля помещается болт в вертикальном положении и выполняются замеры. Если полученный показатель не соответствует стандартным размерам, указанным в таблице, с помощью глубиномера измеряют глубину резьбы. После этого от первого результата отнимают удвоенное значение второго и таким образом выясняют, была ли срезана часть профиля резьбы. Поврежденные метизы подлежат замене.
- Измерение диаметра резьбы болта, полностью «утопленного» в деталь, без демонтажа соединения. Для этого используется внешняя шкала штангенциркуля, посредством которой устанавливаются размеры головки и диаметр окружности выступов. Далее деталь идентифицируется с помощью таблиц.
- Измерение шага резьбы. Используя штангенциркуль, определяют высоту стержня болта и его внешнего диаметра, после чего подсчитывают количество резьбовых витков на нем. Соотношение между этими показателями будет являться тангенсом угла наклона резьбы.
- Измерение диаметра резьбы гаек. Данная операция проводится с помощью внутренних губок штангенциркуля. При использовании некоторых моделей инструментов к полученному значению необходимо прибавить еще и толщину губок, которая указана на штанге.
Снятие показаний
Прежде всего следует отметить, что точность показаний зависит от чистоты поверхностей детали, поэтому, перед тем, как измерять штангенциркулем, необходимо удалять загрязнения и смазку с изделий.
Зафиксировав губки инструмента на детали, на основной шкале находят контрольный штрих, располагаемый слева в непосредственной близости от нулевого штриха нониуса. Это будет размер измеряемой поверхности в миллиметрах.
Далее считываются показания в долях миллиметра. Эта операция выполняется путем нахождения деления, ближайшего к нулевому штриху и совпадающего со штрихом на шкале штанги. В результате сложения его порядкового номера и цены деления нониуса вычисляется требуемый показатель. У наиболее популярных моделей штангенциркулей цена деления составляет 0,1 мм.
Полная величина показаний инструмента получается посредством суммирования результатов в целых миллиметрах и в долях миллиметра.

Правила эксплуатации штангенциркуля
Чтобы измерительный инструмент смог прослужить верой и правдой долгие годы, необходимо соблюдать несложные правила по его эксплуатации и хранению. Прежде всего следует избегать механических повреждений, которые могут возникнуть в результате падения или силового воздействия. Помимо этого, в процессе измерения деталей нельзя допускать перекоса губок штангенциркуля. Чтобы этого не произошло, их нужно зафиксировать в определенном положении на измеряемой детали с помощью стопорного винта.
Хранить прибор следует только в мягком чехле либо жестком футляре. Второй вариант предпочтительнее, так как сможет обеспечить защиту от случайных деформаций. Место для хранения штангенциркуля должно быть выбрано с таким учетом, чтобы туда не попадали опилки от разных материалов, пыль, вода, химические смеси и пр. Плюс к этому должна быть исключена угроза падения тяжелых предметов на инструмент.
После каждого использования штангенциркуля его необходимо тщательно протирать чистой мягкой ветошью.
Естественно, не следует забывать и о соблюдении правил безопасности при эксплуатации данного прибора. На первый взгляд он не несет никакой угрозы для здоровья, однако это не совсем так. Дело в том, что концы губок для измерения внутренних размеров достаточно острые, поэтому о них запросто можно пораниться при неаккуратном обращении. В остальном же инструмент полностью безопасен.
Эксплуатационное назначение резьбы
Крепежная резьба обеспечивает полное и надежное соединение деталей при различных нагрузках и при различном температурном режиме. К этому типу относятся метрическая .
Крепежно-уплотнительная резьба предназначена для обеспечения плотности и непроницаемости резьбовых соединений (без учета ударных нагрузок). К этому типу относятся метрическая с мелким шагом, трубная цилиндрическая и коническая резьбы и коническая дюймовая резьба.
Ходовая резьба служит для преобразования вращательного движения в поступательное. Она воспринимает большие усилия при сравнительно малых скоростях движения. К этому типу относятся резьбы: трапецеидальная , упорная , прямоугольная , круглая .
Специальная резьба имеет специальное назначение и применяется в отдельных специализированных отраслях производства. К ним можно отнести следующие:
- метрическая тугая резьба - резьба, выполненная на стержне (на шпильке) и в отверстии (в гнезде) по наибольшим предельным размерам; предназначена для образования резьбовых соединений с натягом;
- метрическая резьба с зазорами - резьба с необходимая для обеспечения легкой свинчиваемости и развинчиваемости резьбовых соединений деталей, работающих при высоких температурах, когда создаются условия для схватывания (сращивания) окисных пленок, которыми покрыта поверхность резьбы;
- часовая резьба (метрическая) - резьба, применяемая в часовой промышленности (диаметры от 0,25 до 0,9 мм);
- резьба для микроскопов - резьба, предназначена для соединения тубуса с объективом; имеет два размера: 1) дюймовая - диаметр 4/5 І (20,270 мм) и шаг 0,705 мм (36 ниток на 1І); 2) метрическая - диаметр 27 мм, шаг 0,75 мм;
- окулярная многозаходная резьба - рекомендуемая для оптических приборов; профиль резьбы - равнобочная трапеция с углом 60 0 .
Рисунок 104 - Классификация резьб
Достоинства и недостатки резьбовых соединений
Достоинства резьбовых соединений:
- высокая нагрузочная способность и надежность;
- взаимозаменяемость резьбовых деталей в связи со стандартизацией резьб;
- удобство сборки и разборки резьбовых соединений;
- централизованное изготовление резьбовых соединений;
- возможность создания больших осевых сил сжатия деталей при небольшой силе, приложенной к ключу.
Недостатки резьбовых соединений:
- главный недостаток резьбовых соединений – наличие большого количества концентраторов напряжений на поверхностях резьбовых деталей, которые снижают их сопротивление усталости при переменных нагрузках.
Распределение осевой нагрузки по виткам резьбы
Осевая нагрузка по виткам резьбы гайки распределяется неравномерно из-за неблагоприятного сочетания деформаций винта и гайки (витки в наиболее растянутой части винта взаимодействуют с витками наиболее сжатой части гайки).
Статически неопределимая задача о распределении нагрузки по виткам прямоугольной резьбы гайки с 10 витками была решена профессором Н. Е. Жуковским в 1902 году.
Первый виток передает около 34% всей нагрузки, второй – около 23%, а десятый – меньше 1%. Отсюда следует, что нет смысла применять в крепежном соединении слишком высокие гайки. Стандартом предусмотрена высота гайки 0,8d для нормальных и 0,5d для низких гаек, используемых в малонагруженных соединениях.
Для выравнивания нагрузки в резьбе применяют специальные гайки, что особенно важно в соединениях, работающих при циклических нагрузках.
Резьба метрическая
Метрическая резьба (рис. 120). Основным типом крепежной резьбы в России является метрическая резьба с углом треугольного профиля а равным 60°. Размеры ее элементов задаются в миллиметрах.
Это основной вид крепежной резьбы, предназначенной для соединения деталей непосредственно друг с другом или с помощью стандартных изделий, имеющих метрическую резьбу, таких как болты, винты, шпильки, гайки.
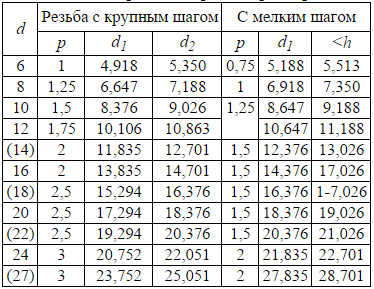
Согласно ГОСТ 8724-81 метрические резьбы выполняются с крупным и мелким шагом на поверхностях диаметров от 1 до 68 мм - свыше 68 мм резьба имеет только мелкий шаг, при чем мелкий шаг резьбы может быть разным для одного и того же диаметра, а крупный имеет только одно значение. Крупный шаг в условном обозначении резьбы не указывается. Например: для резьбы диаметром 10 мм крупный шаг резьбы равен 1,5 мм, мелкий - 1,25; 1; 0,75; 0,5 мм.

Согласно ГОСТ 8724-81 метрическая резьба для диаметров от 1 до 600 мм делится на два типа: с крупным шагом (для диаметров от 1 до 68 мм) и с мелким шагом (для диаметров от 1 до 600 мм).
Резьба с крупным шагом применяется в соединениях, подвергающихся ударным нагрузкам. Резьба с мелким шагом - в соединениях деталей с тонкими стенками и для получения герметичного соединения. Кроме того, мелкая резьба широко применяется в регулировочных и установочных винтах и гайках, так как с ее помощью легче осуществить точную регулировку.
При проектировании новых машин применяется только метрическая резьба.
Обозначается метрическая резьба буквой М:
· M16, М42, М64 – с крупным шагом
· М16×0,5; М42×2; М64×3 – с мелким шагом
· М42×3 (Р1) – это означает, что резьба многозаходная с диаметром 42 мм, шагом 1 мм и её ход составляет 3 мм (трёхзаходная)
· M14LH, M40×2LH, M42×3(P1)LH – если нужно обозначить левую резьбу, то после условного обозначения ставят буквы LH
Как определить шаг метрической резьбы
· самый простой способ ― измерить длину десяти витков и разделить на 10.

· можно воспользоваться специальным инструментом ― резьбомером метрическим.

Резьба дюймовая
В настоящее время не существует стандарт, регламентирующий основные размеры дюймовой резьбы. Ранее существовавший ОСТ НКТП 1260 отменен, и применение дюймовой резьбы в новых разработках не допускается.
Это резьба треугольного профиля с углом при вершине 55° (а равным 55°). Номинальный диаметр дюймовой резьбы (наружный диаметр резьбы на стержне) обозначается в дюймах. В России дюймовая резьба допускается только при изготовлении запасных частей к старому или импортному оборудованию и не применяется при проектировании новых деталей.

Как уже упоминалось ранее, родиной стандартизованной резьбы можно считать Великобританию с её английской системой мер. Самый выдающийся английский инженер-изобретатель, озаботившийся наведением порядка с резьбовыми деталями, это Джозеф Уитворт (Joseph Whitworth ), или Джозеф Витворт, так тоже правильно. Уитворт оказался талантливым и очень деятельным инженером; настолько активным и предприимчивым, что разработанный им в 1841 году первый резьбовой стандарт BSW был утверждён к всеобщему применению на государственном уровне в 1881 году. К этому моменту резьба BSW стала самой распространенной дюймовой резьбой не только в Великобритании, но и в Европе. Плодотворный Дж. Уитворт разработал ещё целый ряд других стандартов дюймовых резьб специального применения; некоторые из них широко применяются и по сей день.
Резьбовое соединение – основной способ стыковки двух конструктивных элементов между собой. В сантехнической и строительной практике резьбовые соединения применяются при монтаже трубопроводов, запорно-регулирующей арматуры и подключения к инженерным системам потребляющего оборудования.
В данной статье представлены резьбовые соединения. Мы рассмотрим их разновидности, составляющие части крепежа, способы определения размеров и конфигурации резьбы.
Cодержание статьи
Назначение и сфера применения
Резьба, согласно положениям ГОСТ №2.331-68, определяется как поверхность сформированная совокупностью чередующихся впадин и выступов определенного профиля, размещенная на внутренних либо наружных стенках тела вращения.
Функциональным назначением резьбы является:
- удержание деталей на требуемом расстоянии по отношению друг к другу;
- фиксация деталей и ограничение возможности их смещения;
- обеспечение плотности соединения стыкующихся конструкций.
Основой любой резьбы является винтовая линия, в зависимости от конфигурации которой выделяют следующие виды резьбы:
- цилиндрическая – резьба, сформированная на цилиндрической поверхности;
- – на поверхности конической формы;
- правая – резьба, винтовая линия которой направлена по часовой стрелке;
- левая – с винтовой линией против часовой стрелки.
Резьбовое соединение – стыковка двух деталей посредством резьбы, обеспечивающая их неподвижность либо заданное пространственное перемещение относительно друг друга. Такие соединения классифицируются на две основные категории:
- соединения, полученные с применением специальных соединительных элементов – винтов, шпилек, гаек и шайб (сюда относится все разновидности );
- соединения, образованные свинчиванием двух стыкующихся конструкций без сторонних крепежей (в сантехнике – ).

Действующие ГОСТ определяют следующие основные параметры резьбы:
- d – номинальный наружный диаметр винта либо болта, указывается в миллиметрах;
- d 1 – внутренний диаметр гаек, размер которого должен совпадать с величиной d ответного крепежного элемента;
- p – шаг резьбы, указывающий на расстояние между двумя соседними гребнями винтовой линии;
- a- угол профиля, указывает на угол между смежными выступами винтовой линии в осевой плоскости.
Шаг резьбы определяет, к какому классу она относится – основному либо мелкому. На практике отличия между ними заключаются в том, что мелкие резьбовые соединения (в такой конфигурации выполняются все крепежи диаметром от 20 мм), за счет минимального расстояния между гребнями винтовой линии, более устойчивы к самоотвинчиванию.
Преимущества и недостатки
Широкое распространение резьбовых соединений обуславливается наличием у данного метода крепежа множества эксплуатационных преимуществ, к числу которых относится:
- надежность и долговечность;
- возможность контроля над силой сжатия;
- фиксация в заданном положении благодаря эффекту самоторможения;
- возможность сборки и демонтажа с применением широко распространенных инструментов;
- сравнительная простота конструкции;
- обширный сортамент и типоразмеры крепежных элементов, их низкая стоимость;
- минимальные размеры крепежей в сравнении с размерами соединяемых деталей.
К недостаткам данных соединений относится неравномерное распределение нагрузки по винтовой линии резьбы (около 50% давления приходиться на первый виток ), ускоренный износ и ослабление стыка при частой разборке крепежа и его склонность к самоотвинчиванию под воздействием вибрационных нагрузок.
Отличия между метрической и дюймовой резьбой (видео)
Разновидности резьбовых соединений
В зависимости от типа профиля резьба классифицируется на следующие разновидности:
- метрическая;
- дюймовая;
- трубная цилиндрическая;
- трапецеидальная;
- упорная;
- круглая.

Наиболее распространенной является резьба метрическая (ГОСТ №9150-81). Ее профиль выполнен в виде равностороннего треугольника под углом 60 0 с шагом витков от 0.25 до 6 мм. Крепежные элементы выпускаются в диаметре 1-600 мм.
Также существует резьба метрическая конического типа, в которой используется конусность 1:16. Такая конфигурация обеспечивает герметичность стыка и стопорение крепежных элементов без необходимости использования стопорных гаек. Нижеприведенная таблица указывает основные параметры метрического профиля.
Дюймовая резьба не имеет нормативных стандартов в отечественной строительной документации. Дюймовый профиль выполнен в треугольной форме с углом 55 0 . Шаг профиля определяется количеством витков на участке длиной в 1″. Конструкция стандартизирована для крепежей с наружным диаметром от 3/16″ до 4″ и количеством витков на 1″ от 3 до 28.
Коническая дюймовая резьба имеет угол профиля в 60 0 и конусность 1:16. Данный профиль обеспечивает высокую герметичность соединения без дополнительных уплотняющих материалов. Это основной тип резьбы в гидравлических и напорных трубопроводах малых диаметров.

Трубная резьба цилиндрического типа (ГОСТ №6357-81) применяется в качестве крепежно-уплотняющей. Ее профиль имеет форму равнобедренного треугольника с углом 55 0 . С целью получения повышенной герметичности профиль выполняется с закругленными верхними гранями без дополнительных зазоров на местах впадин и выступов. Данный вид резьбы стандартизирован под диаметры 1/16″-6″, шаг варьируется в пределах 11-28 витков на 1″.
Трубная резьба всегда выполняется в мелкой конфигурации (с сокращенным шагом), что необходимо для сохранения толщины стенок соединяемых конструкций. Данный вид профиля широко используется для соединения стальных трубопроводов систем отопления и водоснабжения и других деталей цилиндрической формы.

Резьба трапецеидальная (ГОСТ №9481-81) чаще всего используется в крепежах типа винт-гайка. Профиль имеет равностороннюю трапецеидальную форму с углом 30 0 (для крепежных элементов червячных передач – 40 градусов). Используется в крепежах с диаметрами 10-640 мм.
В сравнении с прямоугольным профилем трапецеидальная винтовая линия, при идентичных габаритах, обеспечивает большую прочность соединения. Такая конфигурация позволяет эффективно выполнять подвижные передачи (превращает вращательное движение в поступательное), ввиду чего трапецеидальная резьба повсеместно используется в ходовых гайках, фиксирующих шток трубопроводных задвижек.

Упорная резьба (ГОСТ №24737-81) применяется в крепежах, испытывающих в процессе эксплуатации сильные однонаправленные осевые нагрузки. Ее профиль выполнен в виде разносторонней трапеции, одна из граней которой имеет угол в 3 0 , противоположная – 30 0 . Шаг профиля составляет 2-25 мм, применяется для крепежей диаметром 10-600 мм.
Профиль круглой резьбы (ГОСТ №6042-83) сформирован соединенными между собой дугами с углом между сторонами в 30 0 . Преимуществом такой конфигурации является повышенная устойчивость к эксплуатационному износу, ввиду чего она широко применяется в конструкциях трубопроводной арматуры.
Как определить параметры резьбы?
При выборе трубопроводной арматуры либо фланцевых соединительных элементов возникает необходимость узнать тип и размеры профиля, что нужно для правильного определения параметров ответного крепежа. В большинстве случаев вы столкнетесь с метрической резьбой, которая наиболее распространена в отечественном строительстве и сантехнике.
Метрический профиль имеет унифицированное обозначение типа М8х1.5, в котором:
- М – метрический стандарт;
- 8 – номинальный диаметр;
- 5 – шаг профиля.
Определить шаг профиля можно тремя способами – использовать специальный инструмент (метрический резьбомер), сравнить шаг с крепежа с профилем либо измерить его штангенциркулем. Определение последним методом наиболее простое – необходимо лишь измерить расстояние между десятью витками профиля и разделить полученную длину на 10.

Номинальный диаметр вымеривается штангенциркулем по наружной грани профиля. Представленная ниже таблица содержит перечень соответствия наиболее распространенных диаметров и шагов профиля метрической резьбы.

При работе с дюймовой резьбой определить шаг ее профиля можно приложив к крепежу дюймовую линейку и визуально подсчитав количество витков, приходящихся на 1 дюйм (25.4 мм). Используя специальный резьбомер учитывайте, что английский и американский стандарт отличается по углу профиля (60 и 55 0 соответственно), так что тут потребуется внимание при выборе инструмента.
Важно: не забывайте, что шагом у метрической резьбы является расстояние между смежными витками профиля, а у дюймовой – количество витков на 1 дюйм.
Качество резьбы, нарезаемой на водопроводной трубе, как и соотношение ее с осью трубы, крайне важны при монтаже водопровода или отопления.
Нарезание плашкой вручную не особенно эффективно – намного более удобно, когда резьба метрическая и трубная нарезается резцом с помощью токарного станка.
Что собой представляет трубная резьба
Резьбой называют винтовую канавку с постоянным шагом и сечением, которая наносится на поверхность деталей машин слабо конической или цилиндрической формы, таких, как болты, винты, а также на поверхности деталей, соединяемых с ними – к примеру, гаек.
В домашнем быту сталкиваться приходится в основном с . Наряду с резьбой метрической, в нашей стране очень успешно применяется дюймовая резьба трубная.
Основные характеристики метрической резьбы – шаг (расстояние от одной впадины до другой или между гребнями резьбы, измеренное вдоль детальной оси, которое выражается в миллиметрах) и диаметр.
Главными параметрами дюймовой является диаметр, выраженный в дюймах или частях дюйма, а также число нарезанных по длине дюйма витков. Здесь надо напомнить, что один дюйм составляет 25,4 мм. Примером для рассмотрения может послужить цилиндрическая трубная дюймовая резьба гост – наиболее часто приходится работать именно с ней.
Тут придется встретиться с несколько непривычной единицей измерения – это «трубный дюйм», который равен 33, 249 мм. Получился он следующим образом: к размеру в дюймах, который характеризует внутренний диаметр трубы, прибавили толщину обеих стенок.
Итогом стал следующий результат:
- труба дюймовая с наружным диаметром – 33,249 мм;
- труба полудюймовая – 21,25 мм.

Резьба дюймовая трубная гост от метрической отличается, кроме уже описанных особенностей, следующими нюансами:
- она обладает более острыми гребнями-впадинами;
- слегка закругленными вершинами ниток резьбы.
Резьбы, применяемые в быту
В быту наиболее часто применяются трубы со следующими типами резьб:
- С резьбой 14 ниток на один дюйм (шаг трубной резьбы 1,814 мм)
- диаметром 1/2″
- диаметром 3/4″
- С резьбой 11 ниток на один дюйм (шаг резьбы 2,309 мм)
- диаметром 1″
- диаметром 1 1/4″
- диаметром 1 1/2″
- диаметром 2″.
Совет! 11 ниток, приходящихся на дюйм в комбинации с шагом 2,309 мм, сохраняют резьбу на трубах, диаметр которых 1″- 6″.
Выполнение трубной резьбы
Определение шага трубной резьбы
Чтобы определить тип, а также шаг резьбы трубной, используют инструмент, который называется резьбомером. Можно также воспользоваться линейкой или штангенциркулем.
При определении шага метрической резьбы замеряется расстояние между вершинами нескольких ниток резьбы, после чего расстояние делится на количество ниток. При наличии дюймовой резьбы подсчитывают нитки, которые могут поместиться в одном дюйме (25,4 мм).
На практике, конечно, вряд ли кому-то удается обеспечить такую точность диаметра, но можно надеяться на получение вполне удовлетворительной резьбы, руководствуясь хотя бы одной цифрой, которая идет после запятой.

Нарезка трубной резьбы
Выполняется метрическая и трубная резьба приблизительно так. В случае если данная операция совершается вручную, а не с помощью токарного станка, ее осуществление сопряжено с дополнительными трудностями – особенно при , у которых диаметр больше одного дюйма.
Удобнее всего будет воспользоваться специальным прибором для нарезания резьбы вручную (КЛУПП). Прибор представляет собой корпус с двумя ручками, где размещены регулируемые подвижные гребенки, которыми резьба трубная метрическая постепенно углубляется до полного профиля.
Помимо этого, можно воспользоваться и сменными гребенками с полным профилем резьбы и неполным профилем. Этот инструмент не относится к категории дешевых, и поскольку доступен он не всем, можно упомянуть о нескольких приспособлениях для обыкновенной лерки (ее еще называют плашкой), с помощью которой и выполняется собственно трубная резьба метрическая.
При вращении леркодержателя по часовой стрелке он навинчивается на имеющуюся на втулке резьбу, которая на трубе, в свою очередь, предварительно закрепляется тремя болтами. У такого приспособления имеются неоспоримые преимущества: отсутствует «упор» в трубу на первичной стадии нарезки, так как с закрепленной на трубе втулкой легко осуществляется трубная и метрическая резьба.
С использованием резьбовой втулки с разными диаметрами диапазон нарезаемой резьбы довольно легко расширить.
Резьба метрическая трубная, которая нарезается леркодержателями без удлинителей или подобных приспособлений, в большинстве случаев никакой критики не выдерживает. Их можно снабдить изготовленными на токарном станке вкладышами.

Общая длина вкладышей – 100-150 мм . Изделие представляет собой собственно вкладыш с отверстием, куда вставляется шпилька – с одной ее стороны имеется наружная резьба, с другой – конусный участок. Другими словами, с одной стороны вкладыш имеет резьбу, с другой стороны – цилиндрический отрезок, на нижней части которого имеются канавки.
Диаметр цилиндрического отрезка должен быть несколько меньше, чем внутренний диаметр трубы D, на которой должна быть нарезана трубная метрическая резьба. В стенках этого цилиндра в нижней части сделаны три продольные прорези (так же, как у цанги), и если внутрь вкладыша затянуть шпильку с помощью гайки, цилиндр расширяется под воздействием конусного участка шпильки и расклинивает в трубе вкладыш.
На резьбовую часть вкладыша перед началом работы наворачивается лерка с леркодержателем, потом вкладыш вставляется в трубу до упора с леркой, на шпильке затягивается гайка, втягивая конус внутрь вкладыша и расширяя его разрезанную часть. Таким образом достигается фиксация (расклинивание) вкладыша в трубе.
Метрическая трубная резьба нарезается по часовой стрелке вращением леркодержателя, лерку при этом переводят с резьбы вкладыша на трубу.
Правильно выполненная трубная резьба будет залогом успеха, что касается герметичности трубных соединений, и прослужит в течение всего периода эксплуатации, непосредственно, самих труб.
Грамотное его применение позволяет выполнять замеры линейных величин в различных ситуациях, и для разнообразных объектов, начиная от протектора шин, и заканчивая пластиковыми гибкими трубками. Как измерять штангенциркулем – примеры и последовательность – эти вопросы рассматриваются далее.
Замеры при конструировании и изготовлении резьбовых соединений
Соединение типа «болт-гайка» — одно из наиболее распространённых в механике. При разработке и изготовлении конструкций задача – как измерить болт штангенциркулем – часто представляет трудности.
Перед работами стоит вспомнить, что главными размерами болта /гайки являются длина изделия и диаметр резьбы. Стандартный болт любого исполнения в проведении таких измерений не нуждается. Иное дело, когда болт изготовлен в кустарных условиях, либо требуется замерить крепёжную деталь без демонтажа соединения. Здесь возможны следующие ситуации:

Замеры размеров рисунка на протекторах
Как измерить протектор шин, если необходимо оценить степень износа? Поможет глубиномер, которым выполняются измерения по всей образующей протектора шины. Следует учесть, что износ практически всегда неравномерен, и количество замеров должно быть не менее 3…5, причём на равномерно принятых для оценки участках протектора шины. Перед измерениями покрышку следует тщательно очистить от грязи, пыли и фрагментов мелких камней, застрявших внутри.

Иногда требуется решить задачу – как измерить протектор шин штангенциркулем, чтобы определить степень равномерности износа. Этим устанавливается износ шин протектора не только по глубине, но и по радиусу перехода от окружности выступов к окружности впадин. Поступают так. Измеряют глубину рисунка на новом протекторе шины, а затем — линейный размер визуально изменённой зоны на эксплуатировавшейся детали. Разница определит степень износа и поможет принять верное решение о замене колеса.
Все измерения производят глубиномером, который должен быть установлен строго перпендикулярно образующей протектора шины.

Измерение износ протектора колумбиком
Измерения диаметров
Как измерить диаметр штангенциркулем? Различают детали с постоянным и переменным по длине сечением. К последним относятся, в частности, арматурные стержни. Как измерить диаметр арматуры штангенциркулем? Всё зависит от арматурного профиля, который может быть:
- кольцевым;
- серповидным;
- смешанным.

Проще всего замерять такие параметры арматуры во втором случае. Вначале внешними измерительными губками определяют высоту выступов профиля, а затем глубиномером – размер по впадине. Замеры необходимо производить в двух взаимно перпендикулярных направлениях, поскольку арматура, да ещё производимая не на специализированных предприятиях, часто имеет овальность сечения. После этого по таблицам стандартных арматурных профилей отыскивают максимально подходящее значение (особой точности здесь не требуется). Как измерить диаметр арматуры штангенциркулем, если она имеет другой тип профиля? Здесь вместо диаметра выступов определяют диаметр выступающей части серповидных насечек, а далее поступают так же, как и предыдущем случае.

При измерении внутренних габаритов труб используют внутреннюю измерительную шкалу инструмента. Как измерить штангенциркулем толщину трубы, особенно, если зазор невелик? Достаточно вычислить разницу между внешним и внутренним диаметрами и разделить результат на два.
Измерения линейных размеров
Как измерить линейные размеры с помощью штангенциркуля? Всё зависит от материала детали/заготовки. Для жёстких элементов изделие плотно прижимается к какой-нибудь опорной плите, после чего внешними измерительными губками инструмента производят измерение. Предварительно следует установить пригодность имеющегося типа штангенциркуля работе. Например, основная измерительная шкала на штанге должна быть длиннее детали на менее, чем на 25…30 мм (с учётом собственной ширины губок). При использовании глубиномера эта величина ещё меньше, поскольку в расчёт следует принимать и длину рамки (для наиболее часто встречающихся инструментов 0-150 мм и точностью от 0,05 до 0,1 мм этот параметр принимается не менее 50 мм).
Как измерить штангенциркулем сечение провода? Неметаллические изделия гибки, а потому существенно искажают результат, полученный обычным способом. Поэтому в кембрик следует ввести жёсткую стальную деталь (винт, гвоздь, кусок прутка), после чего внешними губками определить диаметр сечения провода. Аналогично поступают, если требуется узнать внутренний размер провода.

Вопрос – как измерить цепь штангенциркулем – часто задают велосипедисты, поскольку износ цепи, определяемый как расстояние между её смежными звеньями, позволяет принять решение о замене изделия. Наружное губки устанавливают на расстояние 119 мм и вводят в звено, после чего растягивают их в стороны, пока дальнейшее увеличение размера окажется невозможным (для облегчения работ цепь можно предварительно нагрузить растягивающим усилием). Отклонение от первоначального размера покажет фактический износ, который далее необходимо сравнить с максимально допустимым.
Рекомендуем также
 Самые вкусные рецепты баклажанов по-корейски: на зиму и на каждый день
Самые вкусные рецепты баклажанов по-корейски: на зиму и на каждый день
 Как сохранить на зиму сельдерей листовой
Как сохранить на зиму сельдерей листовой
 Получение выплат и компенсаций при несчастном случаи производстве Гибель работника на производстве
Получение выплат и компенсаций при несчастном случаи производстве Гибель работника на производстве
 Брэгга вульфа условие. Формула Вульфа-Брэгга. Дифракция на пространственной решетке. Брэгга - вульфа условие
Брэгга вульфа условие. Формула Вульфа-Брэгга. Дифракция на пространственной решетке. Брэгга - вульфа условие
 Салат с подкопченной семгой
Салат с подкопченной семгой
 Как можно больше запятые
Как можно больше запятые