Kako odrediti korak navoja. Inčni cijevni navoj: značajke rezanja Kako saznati koji korak navoja
Pomična pomična mjerila pripadaju klasi univerzalnih mjerni instrumenti visoka preciznost. Ovaj uređaj dizajniran za određivanje vanjskih i unutarnjih dimenzija malih dijelova, dubine rupa i drugih parametara. Znajući to, možete lako odrediti linearne dimenzije bilo kojeg objekta, uključujući navojne spojeve na hardveru.
Značajke korištenja čeljusti
Pogodnost i jednostavnost korištenja ovog alata čine ga široka primjena ne samo u industrijskoj sferi, već i kod kuće. Postoje tri vrste čeljusti: nonijus, brojčanik i digitalni, koji se razlikuju po dizajnu. Prva opcija je najpopularnija. Takav alat ima mehaničku strukturu, tako da se tamo nema što slomiti. Uz pažljivo rukovanje (potrebno je zaštititi uređaj od deformacije i hrđe), njegov vijek trajanja je praktički neograničen.

Vernierova ljestvica omogućuje vam mjerenje kalibrom poput mikrometra, to jest do desetinki milimetra. Dizajn instrumenta predviđa mogućnost fiksiranja mjerenog objekta izvana i izvana. iznutra, zbog čega je vjerojatnost pogreške svedena na nulu.
Strukturni elementi uređaja
Da biste razumjeli kako mjeriti čeljusti, morate razumjeti njegov dizajn. Instrument je dobio ime u čast šipke na kojoj se nalazi glavna ljestvica. Dodatna ljestvica je vernier, dizajniran za određivanje desetinki ili stotinki milimetra kada je potrebno dobiti najtočnije rezultate.
Dizajn mehaničke pomične čeljusti sastoji se od:
- šipke s glavnom ljestvicom;
- pomični okvir s nonijusom;
- spužve za mjerenje unutarnjih površina;
- spužve za mjerenje vanjskih površina;
- dubinomjerna ravnala;
- vijak za pričvršćivanje okvira.
Neki modeli imaju dvostruku ljestvicu koja vam omogućuje mjerenje kalibrom u milimetrima i inčima. Preostali elementi dizajna u pravilu se ne razlikuju.
Kako pravilno izmjeriti vanjske površine kaliperom

Da biste dobili točne podatke o vanjskim dimenzionalnim parametrima objekta, potrebno ga je fiksirati pomoću donjih čeljusti alata. Ova se operacija izvodi tako da se čeljusti prvo rašire na nešto veću udaljenost od veličine dijela koji se mjeri, a zatim se pomiču dok se ne zaustave na površini proizvoda. Nakon što su donje čeljusti čeljusti čvrsto učvršćene na vanjskim površinama, kontrolna točka na pomičnoj skali će zauzeti određeni položaj na glavnoj skali i pokazat će veličinu dijela.

Kako izmjeriti unutarnji promjer dijela pomoću čeljusti
Prije izvođenja ove operacije elementi uređaja se pomiču dok se ne zaustave, nakon čega se čeljustima određuje udaljenost između unutarnje površine postavljen u rupu. Zatim se pomiču sve do zidova i fiksiraju u tom položaju. Znajući kako izmjeriti promjer čeljusti, možete izmjeriti unutarnje ravnine bilo kojeg drugog oblika.

Detekcija dubine
Ova operacija se izvodi pomoću dubinomjera. Kraj čeljusti se pritisne na vrh dijela, a mjerač dubine se umetne u rupu dok se ne zaustavi. Glavna vaga će prikazati dubinu proizvoda koji se mjeri.
Mjerni navojni spojevi
Određivanje dimenzija unutarnjih i vanjskih površina dijelova jednostavna je operacija i mnogima je poznata iz školskih lekcija rada. Ali ne znaju svi kako izmjeriti navoj kalibrom.

Ovaj postupak može biti potreban u različiti slučajevi, na primjer, ako je vijak nestandardan ili je potrebno izmjeriti pričvršćivač bez demontaže navojne veze. Dolje su navedeni primjeri kako izmjeriti vijke i matice pomoću čeljusti u različitim situacijama.
- Određivanje duljine vijka uvijenog u dio. Ova operacija se izvodi pomoću dubinomjera. Visina glave vijka, debljina podloške (ako postoji), debljina međudijela i visina dijela osovine vijka koji strši iz obrnuta strana pojedinosti. Dobivene vrijednosti se zbrajaju, nakon čega se standardna veličina pričvrsnog elementa određuje pomoću posebnih tablica za usklađivanje duljina vijaka i veličina njihovih glava ključ u ruke.
- Određivanje promjera navoja. Ovaj parametar mjeri se izbočinama, a ne utorima navoja. Između čeljusti čeljusti postavlja se vijak okomiti položaj i vrše se mjerenja. Ako dobiveni pokazatelj ne odgovara standardne veličine navedeno u tablici, koristite dubinomjer za mjerenje dubine navoja. Nakon toga se od prvog rezultata oduzima dvostruka vrijednost drugog i tako utvrđuje je li dio profila navoja odrezan. Oštećeni hardver mora se zamijeniti.
- Mjerenje promjera navoja vijka koji je potpuno "uvučen" u dio, bez rastavljanja veze. Za to se koristi vanjska ljestvica čeljusti, kroz koju se utvrđuju dimenzije glave i promjer opsega izbočina. Zatim se dio identificira pomoću tablica.
- Mjerenje koraka navoja. Pomoću čeljusti odredite visinu drške vijka i njegov vanjski promjer, a zatim izbrojite broj zavoja navoja na njemu. Odnos između ovih pokazatelja bit će tangenta kuta niti.
- Mjerenje promjera navoja matica. Ova operacija se izvodi pomoću unutarnjih čeljusti čeljusti. Kada koristite neke modele alata, potrebno je dodati dobivenoj vrijednosti debljinu čeljusti, koja je naznačena na šipci.
Uzimanje očitanja
Prije svega, treba napomenuti da točnost očitanja ovisi o čistoći površina dijela, stoga je prije mjerenja čeljusti potrebno ukloniti prljavštinu i masnoću s proizvoda.
Nakon fiksiranja čeljusti alata na dijelu, na glavnoj ljestvici nalazi se kontrolna linija, koja se nalazi lijevo u neposrednoj blizini nulte linije nonijusa. To će biti veličina površine koja se mjeri u milimetrima.
Zatim se očitanja uzimaju u dijelovima milimetra. Ova se operacija izvodi pronalaženjem podjele koji je najbliži nultoj liniji i podudara se s linijom na skali. Kao rezultat dodavanja njegovog serijskog broja i cijene podjele nonijusa, izračunava se traženi pokazatelj. Najviše popularni modeličeljusti, cijena podjele je 0,1 mm.
Ukupna vrijednost očitanja instrumenta dobiva se zbrajanjem rezultata u cijelim milimetrima iu dijelovima milimetra.

Pravila za korištenje pomičnih pomičnih mjerila
Do mjerni alat mogao vjerno služiti dugi niz godina, potrebno je slijediti jednostavna pravila za njegov rad i skladištenje. Prije svega treba izbjegavati mehanička oštećenja koja mogu nastati kao posljedica pada ili sile. Osim toga, tijekom postupka mjerenja dijelova, čeljusti čeljusti ne smiju se nakriviti. Kako se to ne bi dogodilo, moraju se učvrstiti u određenom položaju na dijelu koji se mjeri pomoću sigurnosnog vijka.
Uređaj treba čuvati samo u mekom ili tvrdom kovčegu. Druga opcija je poželjnija, jer može pružiti zaštitu od slučajnih deformacija. Mjesto za skladištenje čeljusti mora biti odabrano na takav način da piljevina ne dospije tamo različitih materijala, prašina, voda, kemijske mješavine itd. Osim toga, mora se ukloniti opasnost od pada teške predmete na instrumentu.
Nakon svake uporabe čeljust je potrebno temeljito obrisati čistom, mekom krpom.
Naravno, ne smijemo zaboraviti na poštivanje sigurnosnih pravila pri radu s ovim uređajem. Na prvi pogled ne predstavlja nikakvu prijetnju zdravlju, ali to nije sasvim točno. Činjenica je da su krajevi čeljusti za mjerenje unutarnjih dimenzija prilično oštri, pa se lako možete ozlijediti ako se njima neoprezno rukuje. Inače, alat je potpuno siguran.
Operativna svrha niti
Navoj za montažu pruža potpunu i pouzdana veza dijelovi pod različitim opterećenjima i na različitim temperaturni uvjeti. Ova vrsta uključuje metrički.
Navoj za pričvršćivanje i brtvljenje dizajniran da osigura nepropusnost i nepropusnost navojnih spojeva (bez uzimanja u obzir udarnih opterećenja). Ova vrsta uključuje metrički fini ton, cijev cilindričan I stožast niti i stožasti inč nit.
Tekuća nit služi za pretvaranje rotacijskog gibanja u translatorno gibanje. Apsorbira velike sile pri relativno malim brzinama. Niti ovog tipa uključuju: trapezoidan, tvrdoglav, pravokutan, krug.
Posebna nit Ima poseban termin a koristi se u određenim specijaliziranim industrijama. To uključuje sljedeće:
- metrički čvrsti navoj- navoj napravljen na šipki (na klinu) iu rupi (u utičnici) duž najvećeg ograničenja veličine; namijenjen za stvaranje navojnih spojeva sa smetnjama;
- metrički navoj s razmacima- navoj s potrebnim za lako uvrtanje i odvrtanje navojnih spojeva dijelova koji rade na visoke temperature kada se stvore uvjeti za postavljanje (spajanje) oksidnih filmova koji pokrivaju površinu niti;
- satno rezbarenje(metrički) - navoj koji se koristi u industriji satova (promjera od 0,25 do 0,9 mm);
- konac za mikroskope- navoj namijenjen za spajanje cijevi na leću; ima dvije veličine: 1) inch - promjer 4/5 Í (20,270 mm) i korak 0,705 mm (36 niti po 1Í); 2) metrički - promjer 27 mm, korak 0,75 mm;
- očni višestruki navoj- preporučuje se za optičke instrumente; profil navoja - jednakokračni trapez s kutom od 60 0.
Slika 104 - Klasifikacija niti
Prednosti i nedostaci navojnih spojeva
Prednosti navojnih spojeva:
- visoka nosivost i pouzdanost;
- zamjenjivost navojnih dijelova zbog standardizacije navoja;
- jednostavnost montaže i demontaže navojnih spojeva;
- centralizirana proizvodnja navojnih spojeva;
- sposobnost stvaranja velikih aksijalnih sila kompresije na dijelovima s malom silom primijenjenom na ključ.
Nedostaci navojnih spojeva:
- glavni nedostatak navojnih spojeva je prisutnost velika količina koncentratori naprezanja na površinama navojnih dijelova, koji smanjuju njihovu otpornost na zamor pod promjenjivim opterećenjima.
Raspodjela aksijalnog opterećenja duž zavoja navoja
Aksijalno opterećenje duž zavoja navoja matice raspoređeno je neravnomjerno zbog nepovoljne kombinacije deformacija vijka i matice (zavoji u najistegnutijem dijelu vijka međusobno djeluju sa zavojima u najstisnutijem dijelu matice).
Statički neodređen problem raspodjele opterećenja po zavojima pravokutnog navoja matice s 10 zavoja riješio je profesor N. E. Zhukovsky 1902. godine.
Prvi zavoj prenosi oko 34% ukupnog opterećenja, drugi - oko 23%, a deseti - manje od 1%. Iz toga slijedi da nema smisla koristiti veza za pričvršćivanje matice previsoke. Standard predviđa visinu matice od 0,8d za normalne i 0,5d za niske matice, koristi se u slabo opterećenim vezama.
Za izjednačavanje opterećenja u navoju koriste se posebne matice, što je posebno važno kod spojeva koji rade pod cikličkim opterećenjima.
Metrički navoj
Metrički navoj(Slika 120). Glavna vrsta navoja za pričvršćivanje u Rusiji je metrički navoj s trokutastim kutom profila a jednakim 60°. Dimenzije njegovih elemenata navedene su u milimetrima.
Ovo je glavna vrsta navoja za pričvršćivanje, namijenjena za spajanje dijelova izravno jedan na drugi ili korištenjem standardnih proizvoda s metričkim navojima, kao što su vijci, vijci, klinovi, matice.
Prema GOST 8724-81, metrički navoji se izrađuju s velikim i finim usponom na površinama promjera od 1 do 68 mm - preko 68 mm, navoj ima samo fini korak, a fini korak navoja može biti različit za istog promjera, a veliki ima samo jedno značenje. Veliki korak nije označen u simbolu navoja. Na primjer: za navoj promjera 10 mm, veliki korak navoja je 1,5 mm, fini je 1,25; 1; 0,75; 0,5 mm.

Prema GOST 8724-81, metrički navoji za promjere od 1 do 600 mm podijeljeni su u dvije vrste: s velikim korakom (za promjere od 1 do 68 mm) i s finim korakom (za promjere od 1 do 600 mm).
Navoji grubog koraka koriste se u spojevima izloženim udarnim opterećenjima. Navoji s malim korakom - u spojevima dijelova s tankim stijenkama i za postizanje čvrste veze. Osim toga, fini navoji naširoko se koriste u podešavanju i postavljanju vijaka i matica, jer olakšavaju precizna podešavanja.
Pri projektiranju novih strojeva koriste se samo metrički navoji.
Metrički navoj označen je slovom M:
· M16, M42, M64 – s velikim korakom
M16×0,5; M42×2; M64×3 – fini korak
M42×3 (P1) - znači da je navoj višestruki promjera 42 mm, koraka 1 mm i hoda 3 mm (trostruki)
· M14LH, M40×2LH, M42×3(P1)LH – ako trebate označiti lijevi navoj, onda nakon simbol stavite slova LH
Kako odrediti visinu tona metrički navoj
Najlakši način je izmjeriti duljinu deset zavoja i podijeliti s 10.

· Možete koristiti poseban alat - metrički mjerač navoja.

Inčni navoj
Trenutno ne postoji standard koji regulira glavne dimenzije inčnih navoja. Prethodno postojeći OST NKTP 1260 je otkazan, a upotreba inčnih navoja u novim dizajnima nije dopuštena.
Ovo je navoj trokutastog profila s vršnim kutom od 55° (i jednak 55°). Nazivni promjer inčnog navoja ( vanjski promjer navoji na šipki) označen je u inčima. U Rusiji su inčni navoji dopušteni samo u proizvodnji rezervnih dijelova za staru ili uvezenu opremu i ne koriste se pri projektiranju novih dijelova.

Kao što je ranije spomenuto, rodnim mjestom standardiziranog rezbarenja može se smatrati Velika Britanija sa svojim engleski sustav mjere Najistaknutiji engleski inženjer-izumitelj koji se bavio sređivanjem navojnih dijelova bio je Joseph Whitworth ( Joseph Whitworth ), ili Joseph Whitworth, to je također točno. Pokazalo se da je Whitworth talentiran i vrlo aktivan inženjer; toliko aktivan i poduzetan da je prvi standard niti razvio 1841 B.S.W. odobren je za opću upotrebu na državnoj razini 1881. godine. Na ovom mjestu rezbarenje B.S.W. postao je najčešći inčni navoj ne samo u Velikoj Britaniji, već iu Europi. Plodni J. Whitworth razvio je niz drugih standarda za inčne navoje za posebne primjene; neki od njih se i danas široko koriste.
Veza s navojem glavna je metoda spajanja dva konstruktivni elementi između sebe. U vodoinstalaterskoj i građevinskoj praksi navojni priključci koriste se pri montaži cjevovoda, zaporne i regulacijske armature i priključaka na inženjerski sustavi potrošna oprema.
Ovaj članak predstavlja navojne veze. Razmotrit ćemo njihove sorte, komponente pričvršćivača i metode određivanja veličine i konfiguracije niti.
Sadržaj članka
Svrha i opseg primjene
Navoj, prema odredbama GOST-a br. 2.331-68, definiran je kao površina koju čini skup izmjeničnih udubljenja i izbočina određenog profila, smještenih na unutarnjim ili vanjskim zidovima tijela rotacije.
Funkcionalna svrha niti je:
- držanje dijelova na potrebnoj udaljenosti jedan u odnosu na drugi;
- pričvršćivanje dijelova i ograničavanje mogućnosti njihovog pomaka;
- osiguravanje nepropusnosti veze sučeljenih konstrukcija.
Temelj svake niti je spiralna linija, ovisno o konfiguraciji koja razlikuje sljedeće vrste niti:
- cilindrični - navoj formiran na cilindrična površina;
- – na stožastoj površini;
- desno - nit, čija je spirala usmjerena u smjeru kazaljke na satu;
- lijevo - spiralnom linijom u smjeru suprotnom od kazaljke na satu.
Navojna veza je spajanje dvaju dijelova pomoću navoja, osiguravajući njihovu nepokretnost ili određeno prostorno kretanje jedan u odnosu na drugi. Takvi spojevi se klasificiraju u dvije glavne kategorije:
- spojevi izrađeni pomoću posebnih spojnih elemenata - vijaka, klinova, matica i podloški (ovo uključuje sve vrste);
- spojevi formirani vijčanim spajanjem dviju spojnih konstrukcija bez pričvršćivača trećih strana (u vodovodu -).

Trenutni GOST-ovi odrediti sljedeće osnovne parametre niti:
- d – nazivni vanjski promjer vijka ili vijka, izražen u milimetrima;
- d 1 - unutarnji promjer matica, čija se veličina mora podudarati s vrijednošću d pričvrsnog elementa;
- p – korak navoja, koji označava udaljenost između dva susjedna grebena spirale;
- a - kut profila, označava kut između susjednih izbočina zavojnice u aksijalnoj ravnini.
Korak navoja određuje kojem razredu pripada - glavnom ili malom. U praksi, razlika između njih je u tome što su mali navojni spojevi (svi spojni elementi promjera 20 mm ili više izrađeni su u ovoj konfiguraciji), zbog minimalna udaljenost između grebena spirale, otporniji na samoodvrtanje.
Prednosti i nedostatci
Široka distribucija navojnih priključaka je zbog prisutnosti ovu metodu pričvršćivači imaju mnoge operativne prednosti, uključujući:
- pouzdanost i trajnost;
- sposobnost kontrole sile kompresije;
- fiksacija u određenom položaju zbog učinka samokočenja;
- sposobnost sastavljanja i rastavljanja pomoću široko korištenih alata;
- komparativna jednostavnost dizajna;
- širok raspon i standardne veličine pričvrsnih elemenata, njihova niska cijena;
- minimalne dimenzije spojnih elemenata u usporedbi s dimenzijama dijelova koji se spajaju.
Nedostaci ovih spojeva uključuju neravnomjernu raspodjelu opterećenja duž spiralne linije navoja (oko 50% tlaka javlja se na prvom zavoju), ubrzano trošenje i slabljenje spoja tijekom čestih rastavljanja spojnih elemenata i njegova sklonost samoodvrtanju pod utjecajem vibracijskih opterećenja.
Razlike između metričkih i inčnih navoja (video)
Vrste navojnih spojeva
Ovisno o vrsti profila, navoji se dijele na sljedeće vrste:
- metrički;
- palac;
- cilindrična cijev;
- trapezoidan;
- uporan;
- krug.

Najčešći je metrički navoj (GOST br. 9150-81). Njegov profil je izrađen u obliku jednakostraničnog trokuta pod kutom od 60 0 s korakom zavoja od 0,25 do 6 mm. Elementi za pričvršćivanje dostupni su u promjerima od 1-600 mm.
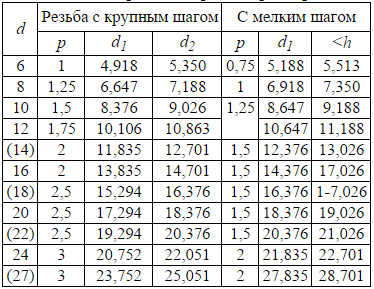
Postoji i metrički stožasti navoj koji koristi konus 1:16. Ova konfiguracija osigurava zabrtvljeni spoj i zaključava pričvrsne elemente bez potrebe za sigurnosnim maticama. Donja tablica pokazuje glavne parametre metričkog profila.
Inčne niti nemaju regulatorne standarde u domaćoj građevinskoj dokumentaciji. Inčni profil izrađen je u obliku trokuta s kutom od 55 0. Nagib profila određen je brojem zavoja u presjeku duljine 1″. Dizajn je standardiziran za pričvršćivače s vanjskim promjerom od 3/16″ do 4″ i brojem zavoja po 1″ od 3 do 28.
Konusni inčni navoj ima kut profila od 60 0 i konus od 1:16. Ovaj profil osigurava visoku nepropusnost spoja bez dodatnih materijala za brtvljenje. Ovo je glavna vrsta navoja u hidrauličkim i tlačnim cijevima malog promjera.

Cilindrični cijevni navoj (GOST br. 6357-81) koristi se kao navoj za pričvršćivanje i brtvljenje. Njegov profil ima oblik jednakokračnog trokuta s kutom od 55 0. Kako bi se postigla veća nepropusnost, profil je izrađen sa zaobljenim gornjim rubovima bez dodatnih razmaka na mjestima udubljenja i izbočina. Ovaj tip navoji su standardizirani za promjere od 1/16″-6″, uspon varira između 11-28 zavoja po 1″.
Cijevni navoji uvijek se izrađuju u maloj konfiguraciji (sa smanjenim korakom), što je potrebno za održavanje debljine stijenke konstrukcija koje se spajaju. Ova vrsta profila naširoko se koristi za povezivanje čelični cjevovodi sustavi grijanja i vodoopskrbe i drugi dijelovi cilindričan.

Trapezoidni navoji (GOST br. 9481-81) najčešće se koriste u pričvrsnim elementima vijčane matice. Profil ima jednakostranični trapezoidni oblik s kutom od 30 0 (za pričvrsne elemente pužnih zupčanika - 40 stupnjeva). Koristi se u spojnicama promjera 10-640 mm.
U usporedbi s pravokutnim profilom, trapezoidna spirala istih dimenzija daje veću čvrstoću spoja. Ova konfiguracija omogućuje učinkovite pomične prijenose (pretvara rotacijsko gibanje u translatorno), zbog čega se trapezoidni navoji naširoko koriste u maticama koje pričvršćuju šipku ventila cjevovoda.

Potisni navoji (GOST br. 24737-81) koriste se u pričvrsnim elementima koji tijekom rada doživljavaju jaka jednosmjerna aksijalna opterećenja. Njegov profil je izrađen u obliku skalenskog trapeza, čija jedna strana ima kut od 3 0, suprotna - 30 0. Korak profila je 2-25 mm, koristi se za pričvršćivače promjera 10-600 mm.
Okrugli profil navoja (GOST br. 6042-83) formiran je međusobno povezanim lukovima s kutom između stranica od 30 0 . Prednost ove konfiguracije je povećana otpornost na pogonsko trošenje, zbog čega se široko koristi u konstrukcijama cjevovodna armatura.
Kako odrediti parametre niti?
Prilikom odabira cjevovodne armature ili spojnih elemenata prirubnice, potrebno je saznati vrstu i dimenzije profila, što je potrebno za ispravno određivanje parametara odgovornog zatvarača. U većini slučajeva naići ćete na metričke navoje, koji su najčešći u kućnoj gradnji i vodovodu.
Metrički profil ima jedinstvenu oznaku tipa M8x1.5, u kojoj:
- M – metrički standard;
- 8 – nazivni promjer;
- 5 – korak profila.
Korak profila možete odrediti na tri načina – korištenjem poseban alat(metrički promjer navoja), usporedite uspon spojnog elementa s profilom ili ga izmjerite kalibrom. Određivanje potonjom metodom je najjednostavnije - samo trebate izmjeriti udaljenost između deset zavoja profila i podijeliti dobivenu duljinu s 10.

Nazivni promjer mjeri se kalibrom uz vanjski rub profila. Donja tablica sadrži popis korespondencije najčešćih promjera i uspona metričkih profila navoja.

Kada radite s inčnim navojem, možete odrediti korak njegovog profila primjenom inčnog ravnala na pričvršćivač i vizualnim brojanjem broja zavoja po 1 inču (25,4 mm). Kada koristite poseban mjerač navoja, imajte na umu da se engleski i američki standardi razlikuju u kutu profila (60 i 55 0, respektivno), tako da će biti potrebna pažnja pri odabiru alata.
Važno: ne zaboravite da je korak metričkog navoja udaljenost između susjednih zavoja profila, a inčni navoj je broj zavoja po 1 inču.
Kvaliteta urezanih niti cijev za vodu, kao i njegov odnos s osi cijevi, iznimno su važni kod postavljanja vodovoda ili grijanja.
Ručno rezanje matricom nije posebno učinkovito - mnogo je praktičnije kada se metrički i cijevni navoji režu rezačem pomoću tokarilice.
Što je cijevni navoj
Rezbarenje se zove spiralni utor s konstantnim korakom i presjekom, koji se nanosi na površinu strojnih dijelova blago konusnog ili cilindričnog oblika, kao što su vijci, vijci, kao i na površinu dijelova koji su s njima povezani - na primjer, matice.
U svakodnevnom životu morate se uglavnom baviti. Uz metričke navoje, kod nas se vrlo uspješno koriste inčni cijevni navoji.
Glavne karakteristike metričkog navoja su korak (udaljenost od jednog korijena do drugog ili između vrhova navoja, mjerena duž detaljne osi, izražena u milimetrima) i promjer.
Glavni parametri inča su promjer, izražen u inčima ili dijelovima inča, kao i broj zavoja izrezanih duž duljine inča. Ovdje treba podsjetiti da je jedan inč 25,4 mm. Primjer za razmatranje bio bi GOST cilindrični inčni cijevni navoj - najčešće s njim morate raditi.
Ovdje ćete se morati susresti s pomalo neobičnom mjernom jedinicom - ovo je "cijevni inč", koji je jednak 33,249 mm. Ispostavilo se kako slijedi: debljina obje stijenke dodana je veličini u inčima, što karakterizira unutarnji promjer cijevi.
Rezultat je bio sljedeći:
- inčna cijev s vanjskim promjerom - 33,249 mm;
- cijev od pola inča - 21,25 mm.

Inčni GOST cijevni navoj razlikuje se od metričkog navoja, osim već opisanih značajki, u sljedećim nijansama:
- ima oštrije grebene i udubine;
- blago zaobljeni vrhovi niti.
Konci koji se koriste u svakodnevnom životu
U svakodnevnom životu najčešće se koriste cijevi sa sljedećim vrstama navoja:
- Sa 14 navoja po inču (razmak navoja cijevi 1,814 mm)
- promjer 1/2″
- promjer 3/4″
- S navojem 11 navoja po inču (razmak navoja 2,309 mm)
- 1″ promjera
- Promjer 1 1/4″
- Promjer 1 1/2″
- 2″ promjera.
Savjet! 11 navoja po inču u kombinaciji s korakom od 2,309 mm održava navoje na cijevima u rasponu od 1″ do 6″ u promjeru.
Izrada cijevnih navoja
Određivanje koraka cijevnih navoja
Za određivanje vrste i koraka navoja cijevi upotrijebite alat koji se zove mjerač navoja. Također možete koristiti ravnalo ili mjeru.
Pri određivanju koraka metričkog navoja mjeri se razmak između vrhova nekoliko navoja, nakon čega se razmak dijeli s brojem navoja. Ako postoji navoj od inča, izbrojite navoje koji mogu stati u jedan inč (25,4 mm).
U praksi, naravno, malo je vjerojatno da itko može osigurati takvu točnost promjera, ali se može nadati da će se dobiti potpuno zadovoljavajući navoj, vođen barem jednim brojem koji dolazi nakon decimalne točke.

Rezanje navoja cijevi
Metrički i cijevni navoj otprilike ovako. Ako se ova operacija izvodi ručno, a ne pomoću tokarilice, njezina provedba povezana je s dodatnim poteškoćama - osobito za one s promjerom većim od jednog inča.
Bit će najprikladnije koristiti poseban uređaj za ručno rezanje niti (KLUPP). Uređaj je tijelo s dvije ručke, gdje su smješteni podesivi pomični češljevi, kojima se metrički cijevni navoj postupno produbljuje do punog profila.
Osim toga, možete koristiti izmjenjive matrice s punim profilom navoja i nepotpunim profilom. Ovaj alat ne spada u kategoriju jeftinih, a budući da nije dostupan svima, možemo spomenuti nekoliko uređaja za obični alat (također se naziva matrica), uz pomoć kojih se izrađuje pravi metrički cijevni navoj. .
Kada se držač okrene u smjeru kazaljke na satu, pričvršćuje se na navoj na čahuri, koja je zauzvrat prethodno pričvršćena na cijev s tri vijka. Ovaj uređaj ima neosporne prednosti: nema "fokusa" na cijevi u početnoj fazi rezanja, budući da se cijevni i metrički navoji lako izvode s rukavcem pričvršćenim na cijev.
Korištenjem navojne čahure različitih promjera, raspon navoja koji se režu prilično je lako proširiti.
Metrički cijevni navoji, koji se režu držačima navoja bez nastavaka ili sličnih naprava, u većini slučajeva ne podnose kritiku. Mogu se isporučiti proizvedeni u tokarilica umetci.

Ukupna duljina košuljica je 100-150 mm. Proizvod je zapravo umetak s rupom u koju se umetne igla - s jedne strane ima vanjski navoj, s druge strane – stožast presjek. Drugim riječima, s jedne strane košuljica ima navoj, s druge strane je cilindrični dio, čiji donji dio ima utore.
Promjer cilindričnog dijela treba biti nešto manji od unutarnjeg promjera cijevi D na kojoj treba rezati metrički navoj cijevi. U donjem dijelu stijenki ovog cilindra napravljena su tri uzdužna utora (isto kao u steznoj čahuri), a ako se klin zategne unutar košuljice pomoću matice, cilindar se širi pod utjecajem konusnog presjeka klina. i klini košuljicu u cijevi.
Prije početka rada, navojni dio košuljice se zavrti na navojni dio košuljice, zatim se košuljica umetne u cijev dok ne stane s košuljicom, matica se zategne na svornjak, povlačeći konus unutar košuljice i proširujući svoj odrezani dio. Na taj način se postiže fiksacija (uklinjevanje) košuljice u cijevi.
Metrički cijevni navoj se reže u smjeru kazaljke na satu rotiranjem držača, dok se držač prenosi s navoja košuljice na cijev.
Pravilno izvedeni cijevni navoji bit će ključ uspjeha u pogledu nepropusnosti cijevnih spojeva i trajat će tijekom cijelog razdoblja rada samih cijevi.
Njegova pravilna uporaba omogućuje vam mjerenje linearne veličine u raznim situacijama i za različite predmete, od gazišta guma do plastičnih savitljivih zračnica. Kako mjeriti kalibrom - primjeri i redoslijed - ova pitanja se raspravljaju u nastavku.
Mjerenja tijekom projektiranja i izrade navojnih spojeva
Veza tipa "vijak-matica" jedna je od najčešćih u mehanici. Pri projektiranju i proizvodnji konstrukcija često je težak problem kako izmjeriti vijak pomoću čeljusti.
Prije početka rada, vrijedi zapamtiti da su glavne dimenzije vijka / matice duljina proizvoda i promjer navoja. Standardni vijak bilo kojeg dizajna ne zahtijeva takva mjerenja. Druga je stvar kada je vijak napravljen kod kuće ili trebate mjeriti zatvarač bez demontaže veze. Ovdje su moguće sljedeće situacije:

Mjerenja dimenzija šare na štitnicima
Kako izmjeriti gazni sloj gume ako trebate procijeniti stupanj istrošenosti? Pomoći će dubinomjer koji mjeri duž cijelog profila gume. Treba uzeti u obzir da je trošenje gotovo uvijek neravnomjerno, a broj mjerenja treba biti najmanje 3...5, i to na ravnomjerno raspoređenim površinama gaznog sloja gume za ocjenu. Prije mjerenja, gumu treba temeljito očistiti od prljavštine, prašine i komadića kamenčića zaglavljenih unutra.

Ponekad morate riješiti problem kako izmjeriti gazni sloj gume pomoću čeljusti kako biste odredili stupanj ujednačenosti trošenja. Time se utvrđuje istrošenost gaznog sloja guma ne samo u dubini, već i duž polumjera prijelaza iz kruga izbočina u krug udubljenja. Oni to rade. Mjeri se dubina šare na novom gaznom sloju gume, a potom i linearna veličina vizualno promijenjene zone na rabljenom dijelu. Razlika će odrediti stupanj istrošenosti i pomoći vam da donesete pravu odluku o zamjeni kotača.
Sva mjerenja vrše se dubinomjerom koji mora biti postavljen strogo okomito na gazni sloj gume.

Mjerenje istrošenosti gaznoga sloja s Columbianom
Mjerenja promjera
Kako izmjeriti promjer čeljusti? Postoje dijelovi s konstantnim i promjenjivim presjekom po duljini. Potonji uključuju, posebno, armaturne šipke. Kako izmjeriti promjer armature kalibrom? Sve ovisi o profilu armature, koji može biti:
- prsten;
- srpasti oblik;
- mješoviti.

Najlakše je izmjeriti takve parametre armature u drugom slučaju. Najprije vanjskim mjernim čeljustima odredite visinu izbočina profila, a zatim dubinomjerom odredite veličinu duž udubljenja. Mjerenja se moraju provoditi u dva međusobno okomita smjera, jer armatura, čak i ne proizvedena u specijaliziranim poduzećima, često ima ovalni presjek. Nakon toga se pomoću tablica standardnih profila za ojačanje pronalazi najprikladnija vrijednost (ovdje nije potrebna posebna točnost). Kako izmjeriti promjer armature čeljusti ako ima drugu vrstu profila? Ovdje se umjesto promjera izbočina određuje promjer izbočenog dijela polumjesečastih zareza, a zatim se postupa na isti način kao u prethodnom slučaju.

Prilikom mjerenja unutarnjih dimenzija cijevi koristite unutarnju mjernu ljestvicu alata. Kako izmjeriti debljinu cijevi pomoću čeljusti, pogotovo ako je razmak mali? Dovoljno je izračunati razliku između vanjskih i unutarnji promjeri i rezultat podijelite s dva.
Mjerenja linearnih dimenzija
Kako izmjeriti linearne dimenzije pomoću kalibra? Sve ovisi o materijalu dijela/obradaka. Kod krutih elemenata, proizvod se čvrsto pritisne na neku potpornu ploču, nakon čega se mjerenje vrši vanjskim mjernim čeljustima alata. Prvo morate utvrditi prikladnost postojećeg tipa čeljusti za upotrebu. Na primjer, glavna mjerna ljestvica na šipci trebala bi biti manja od 25 ... 30 mm duža od dijela (uzimajući u obzir vlastitu širinu čeljusti). Kod korištenja dubinomjera ova vrijednost je još manja, jer treba uzeti u obzir i duljinu okvira (za najčešće alate 0-150 mm i točnost od 0,05 do 0,1 mm, ovaj parametar se uzima na najmanje 50 mm).
Kako izmjeriti poprečni presjek žice kalibrom? Nemetalni proizvodi su fleksibilni i stoga značajno iskrivljuju dobiveni rezultat na uobičajeni način. Zbog toga treba kruti čelični dio (vijak, čavao, komad šipke) umetnuti u kambrik, a zatim vanjskim čeljustima odrediti promjer presjeka žice. Učinite isto ako želite znati unutarnja veličinažice.

Pitanje - kako izmjeriti lanac pomoću čeljusti - često postavljaju biciklisti, budući da istrošenost lanca, definirana kao udaljenost između njegovih susjednih karika, omogućuje odluku o zamjeni proizvoda. Vanjske čeljusti su postavljene na razmak od 119 mm i umetnute u kariku, nakon čega su istegnute u stranu dok daljnje povećanje veličine nije onemogućeno (kako bi se olakšao rad, lanac se može prethodno opteretiti vlačnom silom) . Odstupanje od izvorne veličine pokazat će stvarnu istrošenost, koja se potom mora usporediti s maksimalno dopuštenim.
Također preporučujemo
 Pire od riblje juhe za djecu
Pire od riblje juhe za djecu
 Opis, stanište, reprodukcija, prehrana, ponašanje, prijetnje, podvrste, video i fotografije lavova Predatorske mačke
Opis, stanište, reprodukcija, prehrana, ponašanje, prijetnje, podvrste, video i fotografije lavova Predatorske mačke
 Predračun grijanja u stanu Predračun individualne instalacije grijanja
Predračun grijanja u stanu Predračun individualne instalacije grijanja
 Neto izračuni ili kako napraviti procjenu za postrojenje za pročišćavanje otpadnih voda Procjena za postrojenje za pročišćavanje oborinskih voda
Neto izračuni ili kako napraviti procjenu za postrojenje za pročišćavanje otpadnih voda Procjena za postrojenje za pročišćavanje oborinskih voda
 Autonomno grijanje u privatnoj kući Procjena za sustav grijanja
Autonomno grijanje u privatnoj kući Procjena za sustav grijanja
 Tvrtka koja prodaje radio-upravljane automobile i helikoptere iz Kine
Tvrtka koja prodaje radio-upravljane automobile i helikoptere iz Kine