Priprema lista pile za rad. Obrada i kovanje kružnih pila Priprema kružnih pila za rad
Kružne pile
DO kategorija:
Strojevi za obradu drveta
Kružne pile
Kružne pile se koriste na kružnim pilama promjera do 800 mm i debljine do 2,5 mm. Na strojevi za formatiranje Osim pila ugrađeni su i rezači.
Ovisno o profilu, kružne pile se dijele na ravne (sl. 1, a, b), kod kojih je debljina diska jednaka po cijelom presjeku, i na "podrezane" pile, tj. sa zadebljanim periferni dio diska (slika 1, V). Pile s podrezima nazivaju se pile za blanjanje. Također se koriste pile, na vrhovima zuba od kojih su lemljene ploče od tvrde legure (slika 1, d).
Pile s oštricama od tvrde legure naširoko se koriste u industriji obrade drva za obradu trupaca namještaja, rezanje i turpijanje ploča, šperploča, furniranih ploča te za piljenje punog i lameliranog drva. Trajnost zuba takvih pila je 30 - 40 puta veća od trajnosti zuba pila izrađenih od legiranog čelika. Promjer pila od ponovnog oštrenja lagano se smanjuje. Širina reza pri piljenju alatom s karbidnim oštricama nešto je veća od širine reza dobivenog pri piljenju konvencionalnim pilama, ali to (osobito pri rezanju lisnati materijali) nema od velike važnosti Osim toga, odgovarajuća priprema pila s oštricama od tvrde legure (brušenje bočnih rubova oštrica nakon lemljenja) omogućuje dobivanje visokokvalitetne površine rezanja, koja nadoknađuje gubitak drva na piljevinu.

Riža. 1. Kružne pile: a - opći oblik, b - profil ravne pile, c - profil pile za blanjanje, d - zub pile s karbidnom pločom
Vanjski promjer D kružnih pila je promjer kruga nacrtanog duž vrhova zuba. Svaka kružna pila ima unutarnju rupu za montažu na osovinu pile. Promjer ove rupe je unutarnji promjer d lista pile, mora odgovarati promjeru osovine pile. Između osovine pile i rupe dopušten je razmak od najviše 0,1 - 0,2 mm.
Rukovatelj stroja odabire pilu ovisno o materijalu koji se obrađuje. Na primjer, pri rezanju ploča od iverice i vlaknatice koriste se pile s karbidnim pločama ili finim zubima. Za uzdužno rezanje koriste se pile s profilom zuba I i II (slika 2, a), za poprečno piljenje, s profilom III i IV (slika 2, b). Promjer kružnih pila odabire se ovisno o debljini materijala, a profil - o potrebnoj hrapavosti reza. Dakle, ako je površina namijenjena za lijepljenje (na primjer, na glatku fugu), koriste se pile za blanjanje.

Riža. 2. Profili zuba pile a - za uzdužno piljenje, b - za piljenje bibera

Riža. 3. Provjera kovanja kružnih pila: 1 - pila, 2 - ravnalo
Za ove uvjete rezanja trebali biste koristiti pile najmanjeg promjera, jer to omogućuje smanjenje potrošnje energije, smanjenje širine reza i skupa zubaca. Pile malih promjera su stabilnije u radu i daju najbolja kvaliteta rezne površine, zubi im se lakše oštre, a lakše je i uređivanje pile.
Zahtjevi koje kružne pile moraju ispunjavati su sljedeći:
1. Oštrica pile mora biti iskovana, odnosno njen središnji dio mora biti donekle oslabljen udaranjem čekićem s obje strane oštrice postavljene na nakovanj. Ravne pile promjera 250 mm ili više potrebno je kovati. Ispravnost kovanja utvrđuje se pomoću ravnala, postavljajući ga na disk u smjeru polumjera (slika 3). Između ravnala i lista pile u njegovom središnjem dijelu treba postojati razmak koji je jednak za bilo koji položaj ravnala. U slučaju lošeg kovanja, u jednom položaju ravnala postoji razmak između njega i diska, u drugom nema razmaka ili se pojavi ispupčenje.
Veličina zazora karakterizira konkavnost pile i ovisi o njezinom promjeru i debljini.
Potreba za kovanjem pila objašnjava se njihovim radnim uvjetima. Tijekom procesa piljenja zupci pile se u dodiru s drvom zagrijavaju i, ako sredina pile nije oslabljena kovanjem, list pile je savijen. Ako je zakrivljenost značajna (prelazi granice elastičnih deformacija), tada se oblik diska ne vraća čak ni kada se ohladi. Uz pravilno kovanje, kruna kružne pile, kada se zagrije, malo povećava svoju veličinu zbog oslabljene sredine. Ova pila je stabilna u radu.
2. Zubi pljosnate pile moraju biti razmaknuti, odnosno njihovi vrhovi moraju biti naizmjenično savijeni: jedan zub udesno, susjedni ulijevo. Razmak na jednoj strani je 0,3 - 0,5 mm. Pile za uzdužno piljenje suhog i tvrdog drva imaju manji odmak; pile za piljenje svježe rezanog crnogoričnog i mekog tvrdog drva imaju veći odmak.
Postavljanje zuba može se zamijeniti njihovim ravnanjem. Prilikom ravnanja povećava se širina zubaca koji su oblikovani poput lopatice. Spljošteni zubi su stabilniji i manje tupi od postavljenih zuba; potrošnja energije pri njihovoj uporabi smanjuje se za 12-15%.
3. Zubi pile moraju biti naoštreni. Velike neravnine i kovrče vrhova nisu dopuštene. Zubi poprečne pile trebaju biti skošeni pod kutom od 40° za meko drvo, 60° za tvrdo drvo, a njihovi vrhovi moraju biti na jednakoj udaljenosti jedan od drugog i od središta oštrice.
4. Pile koje imaju barem jedan slomljeni zub ili pukotine na rubnom dijelu lista smatraju se neispravnim; stroj je zabranjen.
Prije ugradnje lista pile, temeljito očistite podloške i rukavac osovine krpom ili vrhovima i provjerite potporne površine podloški. Ako se na potpornoj površini otkriju čak i manje izbočine, podloške se mijenjaju.
Ako promjer unutarnja rupa pile premašuju promjer osovine pile za više od 0,1 - 0,2 mm, za preciznu ugradnju pile treba koristiti uložne čahure. Pila je pričvršćena na osovinu pomoću podloške i matice.
Okrugle ravne pile za poprečno rezanje s postavljenim zubima (slika 1, a, b) koriste se za prethodno obrezivanje dijelova, budući da ovdje nije potrebno visokokvalitetno rezanje. Za pričvršćivanje na vreteno, pila ima montažnu rupu, čiji promjer d ovisi o promjeru diska D i debljini pile b. Broj zuba pile trebao bi biti 48, 60 ili 72. Profil zuba za poprečno rezanje prikazan je na sl. 1, b. Zubi moraju imati bočno koso oštrenje duž prednjeg i stražnjeg ruba, kao i negativan prednji konturni kut jednak minus 25°.

Riža. 4. Kružne pile: a - opći pogled, b, c - za poprečno rezanje
U tom slučaju, kut oštrenja bočnih reznih rubova zuba, mjeren u normalnom presjeku prema rubovima, treba biti 45° pri piljenju crnogorične vrste drva i 55° kod piljenja tvrdog drva. Za poprečno rezanje koriste se kružne pile s pločicama od tvrdog metala. Zubi pile izrađeni su s nagnutom stražnjom površinom, kao što je prikazano na sl. 4, f. Ovisno o nagibu, ako se zub gleda sprijeda, razlikuju se pile, lijeve, desne ili sa simetričnim naizmjeničnim nagibom.
Pune čelične pile za paranje prikazane su na sl. 4, d. i s pločama od tvrde legure - na sl. 4, e. Kružne pile za mješovito piljenje moraju imati zube čiji je prednji konturni kut 0° (slika 4, e).
Ako je potrebna visoka kvaliteta rezanja, koriste se pile za blanjanje s negativnim nagibnim kutom (slika 4, g), kao i karbidne pile s izmjeničnim simetričnim nagibom stražnje površine zuba.
Priprema za kružni rad ravne pile uključuje ravnanje, oštrenje i postavljanje zuba. Pile nakon pripreme za rad moraju ispunjavati sljedeće zahtjeve. Broj zuba i njihov profil moraju odgovarati vrsti piljenja. Oštrica pile mora biti ravna. Odstupanje od ravnosti (iskrivljenost, ispupčenje itd.) sa svake strane diska promjera do 450 mm ne smije biti veće od 0,1 mm. Ravnost pile provjerava se ravnalom ili poseban uređaj.
Oštrenjem se moraju osigurati potrebni kutni parametri zuba i oštrina reznih rubova. Naoštreni zubi ne bi smjeli imati sjaj na kutovima koji nastaju sjecištem radnih rubova rezača. Sjaj označava da je tijekom oštrenja sa zuba uklonjen premalo sloja metala. Razlika u veličini prednjih kutova i kutova oštrenja dopuštena je najviše ±2°.
Hrapavost krajnjih površina pila i površina otvora za pričvršćivanje treba biti mikrona. Rezni zubi naoštrene pile moraju biti bez rubova, lomova i uvijanja. Neravnine s bočnih strana zuba uklanjaju se fino zrnatim blok za brušenje. Provjerava se kvaliteta oštrenja pile univerzalni goniometar ili predložak za kontrolu kutni elementi zubi Vrhovi zuba trebaju biti smješteni na istom krugu s odstupanjem od najviše 0,15 mm. Za poravnavanje vijenca zupčanika po visini i širini, zubi pile se blanjaju, tj. brusite materijal s vrhova zuba koji najviše strše dok okrećete pilu radnom frekvencijom.
Nakon oštrenja, zupci čeličnih pila se odvajaju. U ovom slučaju, vrhovi susjednih zuba su savijeni u različitim smjerovima za 1/3 njihove visine (računajući od vrha). Količina savijanja svakog zuba (postavljenog na jednu stranu) postavlja se ovisno o načinu rezanja i vrsti drva. Za poprečno rezanje pilama promjera 500 mm, bočni razmak treba biti 0,3 mm za suho drvo i 0,4 mm za drvo s vlagom većom od 30%. Točnost seta zubaca kontrolira se indikatorskim mjeračem ili šablonom. Dopušteno odstupanje ±0,05 mm.
Priprema za uporabu kružnih pila s karbidnim pločama uključuje lemljenje ploča, oštrenje i završnu obradu zuba. Osim toga, moraju biti uravnoteženi. Neuravnoteženi diskovi zbog svoje nejednake debljine mogu uzrokovati gubitak stabilnosti lista pile tijekom rada, ozbiljno istrošenje vretena i nezadovoljavajuću kvalitetu rezanja.
Čvrstoća lemljenja provjerava se ispitivanjem pila rotacijom pri obodnoj brzini zubaca od najmanje 100 m/s. Oštrenje i završna obrada pila opremljenih pločama od tvrde legure provodi se na poluautomatskim strojevima povećane točnosti i krutosti. Predoštrenje se vrši abrazivnim (karborundskim) pločama, a završno oštrenje i dorada dijamantnim pločama.
Statičko balansiranje pila provodi se pomoću posebnog uređaja. Neuravnoteženost diska karakterizira zaostala neravnoteža, koja je jednaka umnošku neuravnotežene mase i iznosa njezina pomaka u odnosu na os rotacije (ekscentricitet). Količina preostale neravnoteže ovisi o promjeru lista pile.
Vrste i veličine pila.
Oblik zuba kružnih pila ovisi o smjeru rezanja i tvrdoći drva koje se reže. Za uzdužno piljenje koriste se kosi zubi s ravnim, slomljenim (vučji zub) i konveksnim stražnjim dijelom; za poprečno rezanje - jednakokračan (simetričan), asimetričan i pravokutan.
Zubi s izlomljenim i konveksnim stražnjim dijelom stabilniji su od ravnih, pa se pile s takvim zubima koriste za piljenje tvrdog drva. Četinari i meko drvo mogu se piliti pilama s ravnim zubima. Na sl. Slika 31 prikazuje metodu za određivanje kutova zuba kružne pile.

Riža. 5. Profili zuba kružne pile: a - za uzdužno piljenje; b - za poprečno rezanje
Prilikom postavljanja vrhovi zuba su savijeni za 0,3-0,5 visine. Prelom u stražnjem dijelu vučjeg zuba vrši se od vrha na udaljenosti jednakoj 0,4 veličine koraka. Oštrenje zuba pile za uzdužne
piljenje - ravno kontinuirano, za pile za poprečno rezanje - koso kroz zub pod kutom od 65 - 80° u odnosu na ravninu pile.
Posebna vrsta Kružne pile su pile za blanje. Koriste se za dobivanje čistog reza koji ne zahtijeva blanjanje.
Debljina kružne pile za blanjanje od nazubljenog ruba do središta duž 2/3 radijusa postupno se smanjuje pod kutom od 8 - 15°. Zbog toga se zubi pile ne odmiču; Rezni rubovi zuba su kratki prednji i bočni. Zubi pila za blanjanje su grupirani, ili, kako se kaže, rezani "šljuncima". Svaka grupa (češalj) ima veliki "radni" zub sa šiljastim kutom od 45°. Ovaj zub siječe drvo. Iza radnog zuba nalazi se od 3 do 10 malih zuba sa kutom oštrenja od 40°. Oblik zuba kod blanjajućih pila za uzdužno i poprečno piljenje je različit.

Riža. 6. Određivanje kutova zuba kružne pile
Industrija proizvodi pile za blanjanje promjera od 100 do 650 mm i debljine zuba od 1,7 do 3,8 mm. Pile za blanjanje za posljednjih godina sve se više koriste.

Riža. 7. Pile za blanjanje
Montaža i pričvršćivanje kružnih pila. Kružna pila se montira na radnu osovinu pomoću dvije stezne podloške (prirubnice), od kojih se jedna obično obrađuje zajedno s osovinom; njegova ravnina stezanja je strogo okomita na osovinu. Druga podloška je zategnuta maticom u smjeru suprotnom od okretanja pile, kako se ne bi odvrnula tijekom rada.
Podloške ne smiju stršati iznad površine radnog stola.
Matica mora biti potpuno zategnuta. Pila ugrađena u stroj trebala bi proizvoditi zvonki, jasan zvuk kada se lagano kucne.
Visina reza pri radu s kružnom pilom približno je jednaka 1/3 promjera pile.
Prilikom odabira pile, ovisno o debljini materijala koji se reže, možete se voditi sljedećim omjerima (dimenzije u mm):
debljina materijala: 60 80 100 120 140 160 200 220 240 260 promjer pile: 200 250 300 350 400 450 500 600 650 700
Takvi omjeri debljine materijala koji se reže i promjera pile su točni kada se materijal gura ravno na pilu ili se pile na materijal. Ako se pila gura na materijal u luku, kao npr. u klatna pila, promjer pile bi trebao biti veći.
Zahtjevi za kružne pile i njihova njega.
Oštrica pile mora biti dobro brušena i bez pukotina, izbočina i opeklina. Zubi moraju biti naoštreni i ravnomjerno raspoređeni; Na njima nisu dopuštene neravnine i opekline. Zubi strojnih pila za uzdužno rezanje često su zakovicama ili spljošteni umjesto namješteni, odnosno njihovi krajevi (vrhovi) su udarcima ili pritiskom prošireni. U tu svrhu koriste se posebni zakovice i regeneratori. Zakivanje i ravnanje zuba najčešće se vrši velikim okruglim i širokim tračnim pilama.
Pri radu s dobro poliranim diskom smanjuje se trenje između diska i piljevine koja pada u rez, pa se disk manje zagrijava.
Ako se disk previše zagrije, može se iskriviti. Na njemu se stvaraju ispupčenja koja se brzo zagrijavaju, što rezultira lokalnim kaljenjem čelika, uzrokujući tzv. opekline. Te se opekline mogu prepoznati po tamnijoj boji, primjenom ravnala na pilu ili dodirom.
Pila s opeklinama nije prikladna za rad; mora se ispraviti kovanjem.
Kovanje kružne pile vrši se obostrano na nakovnju pomoću ručnog čekića. Dijelovi diska koji okružuju opeklinu (izbočinu) su kovani, a ne sama opeklina. Kovanje počinje od područja najudaljenijih od opekline, postupno mu se približavajući i postupno smanjujući snagu udaraca. Ispravljeni disk trebao bi biti potpuno ravan.
Kružna pila se često rasteže duž zuba, zbog čega istegnuta područja olabave. Takva pila ne pravi ravan rez, ona, kako kažu, "reže".
Istezanje se uklanja ravnanjem, tj. kovanjem pile u srednjem prstenastom dijelu u smjeru od podložaka prema zupčaničkom prstenu. Time se postiže određeno produljenje srednjeg prstenastog dijela pile. Ravnanje se ponavlja s vremena na vrijeme. Ravnanje se vrši na blanjanoj ploči od lijevanog željeza pomoću ručne kočnice, odabrane prema težini u omjeru od 1 kg po promjeru pile od 300 mm.
Ako pila ima samo jednu malu pukotinu, tada u slučajevima kada ju je nemoguće zamijeniti potpuno ispravnom pilom, na kraju pukotine se izbuši mala rupa; To sprječava povećanje pukotine u duljinu - možete nastaviti raditi s takvom pilom. Međutim, takva je mjera uvijek prisilna, privremena i ne može se stalno pribjegavati.
Kružne pile Industrija ih proizvodi s uravnoteženim rotirajućim dijelovima. Pile su također uravnotežene. Međutim, u budućnosti može doći do poremećaja ravnoteže zbog brušenja pila, zbog zamjene nekih dijelova stroja (radna osovina, podloške, matice).
Ravnoteža pila provjerava se na paralelnim horizontalnim noževima za balansiranje. Radna osovina položena na noževe na koje je postavljena oštrica pile okreće se rukom oko osi rotacije, zaustavljajući je u različitim položajima po obodu. Ako osovina s diskom ostane nepomična u zadanom položaju tijekom svih takvih zaustavljanja, tada se smatra uravnoteženom. Ako osovina napravi dodatni rotacijski pokret, to znači da nije dovoljno uravnotežena.
Priprema kružnih ravnih pila za upotrebu
Glavne radnje pripreme kružnih pila za rad su rezanje i urezivanje zuba, ravnanje, valjanje ili kovanje, oštrenje zuba, njihovo postavljanje ili ravnanje te postavljanje pile na stroj.
Obrezivanje i urezivanje zubaca. Ove se operacije izvode u slučajevima kada dimenzije alata ne odgovaraju uvjetima njegovog rada, lomu nekoliko susjednih zuba pile ili pojavi pukotina na oštrici.
Riža. 102. Otkrivanje i otklanjanje nedostataka u obliku lista kružne pljosnate pile: a-dijagrami za otkrivanje kvara diska obostranom kontrolom; b-mjesto udaraca pri ispravljanju nedostataka; C-slabe točke; T-uske točke; B-izbočine; I-zavoji
Prilikom rezanja zuba, razmak između bušilice i matrice ne smije biti veći od 0,5 mm. Utisnuta kontura zuba mora osigurati dopuštenje od 1 -1,5 mm u odnosu na traženi profil. Konačni oblik zuba postiže se brušenjem na strojevima.
Uređivanje pila. Montažom se otklanjaju lokalni i opći nedostaci u obliku platna. Uređaj za ravnanje kružnih pila prikazan je na sl. 101.
Kako biste otkrili nedostatke u obliku oštrice, postavite pilu u vodoravni položaj na tri nosača i provjerite je kratkim ravnim rubom s obje strane. Utvrđene granice defekata ocrtavaju se kredom (slika 102).
Metoda korekcije ovisi o vrsti kvara. Slabe točke "C" ispravljaju se udaranjem kovačkog čekića s okruglim udaračem oko defekta, postupno slabeći kako se od njega udaljava.
Udarci se nanose s obje strane pile (slika 102 I). Uske točke "T" ispravljaju se udarcima kovačkog čekića unutar zone defekta, počevši od rubova do sredine. Udarci se nanose s obje strane pile (slika 102 II).
Ispupčenje “B” ispravlja se puhanjem kovačkog čekića sa strane ispupčenja (sl. 102 III). Kako se ne bi promijenila ukupna napetost oštrice, između pile, postavljene ispupčenjem prema gore, i nakovnja postavlja se kartonski ili kožni odstojnik.
Zavoj pile “I” (nabori na nazubljenom rubu, savijena mjesta, grbavost i jednostrana krilatost diska) ispravlja se udarcima pravilnim zavojom čekića (s izduženim udarcem) bilo po samom grebenu. na zavoju ili, ako je veličina defekta značajna, od rubova zavoja do grebena sa stranama konveksiteta. Os udarača mora se poklapati sa smjerom osi savijanja (slika 102III).
Preporuča se provjeriti kvalitetu uređivanja pile pomoću posebnog uređaja (Sl. 101). U ovom slučaju, ispitivanje se odvija u uvjetima bliskim radnim. Kriterij za ocjenu kvalitete ravnanja je veličina najvećeg odstupanja bočne površine pile (u rubnom dijelu) od ravnine čeone površine pile.
Pila se smatra ispravljenom ako odstupanja (u mm) od ravnosti (iskrivljenost, ispupčenje itd.) na svakoj strani lista pile ne prelaze za pile promjera (mm) do 450-0,1; od 450 do 800 - 0,2; od 800 do 1000-0,3. Odstupanja od ravnosti središnjeg dijela pile u području prirubnice ne smiju biti veća od 0,05 mm.
Za ispravljanje kružnih ravnih pila koristite nakovanj za piljenje PI-38, kovačke čekiće PI-40, PI-41; ravni čekići PI - 42, PI - 43; uređaj za provjeru kvalitete montaže; kalibracijska ravnala PI - 44, PI - 45, PI - 46, PI - 47 i G1I - 48.
Duljina ručki čekića za ravnanje treba biti 30 cm; težina čekića s križnim udaračima - 1 kg, s kosim udaračima - 1,5 kg; konveksni polumjer - 75 mm.
Kotrljanje pila provodi se kako bi se stvorila početna naprezanja potrebna za kompenzaciju temperaturnih naprezanja koja nastaju neravnomjernim zagrijavanjem lista pile tijekom procesa piljenja, te kako bi se smanjio rizik od pojave rezonantnih stanja alata.
Bit valjanja je oslabiti srednji dio pile, zbog njegovog izduženja kada se kotrlja između dva radna valjka pod pritiskom.
Valjana pila tijekom rada stječe bočnu stabilnost zupčanika, tj. sposobnost da izdrži neuravnotežene bočne sile koje djeluju na disk tijekom piljenja i time osigurava ravnomjernost reza
Dovoljno je pilu kotrljati duž jedne kružnice polumjera 0,8 R (gdje je R polumjer pile bez zuba) za 3-4 okretaja pile pod utjecajem valjaka.
Prosječna vrijednost pritiska valjka za nove nekovane pile pri kotrljanju duž jednog kruga polumjera 6,8 R treba postaviti u skladu s podacima u tablici 25.
Tablica 25. Sila stezanja valjka kod kotrljanja ravnih kružnih pila
|
Dimenzije pile* mm |
Prosječna sila stezanja |
||
|
lparametar |
debljina |
kg |
prema manometru modela stroja PV-5*, Ki s/cm 1 |
|
315 |
1,8; 2,0; 2,2 |
1550; 1700; 1840 |
55; 60; 65 |
|
400 |
2,0; 2,2; 2,5 |
1550; 1700; 1980 |
55; 60; 70 |
|
500 |
2,2; 2,5; 2,8 |
1550; 1840; 2120 |
55; 65; 75 |
|
630 |
2,5; 2,8; 3,0 |
1700; 1980; 2260 |
60; 70; 80 |
|
710 |
2,8; 3,0; 3,2 |
1840;2120;2400 |
65; 75; 85 |
Ovisno o početnom stanju naprezanja pile, pritisak valjaka može varirati.
Pravilno zamotana pila, kada se postavi u vodoravnoj ravnini na tri ravnomjerno raspoređena nosača smještena unutar kruga šupljina zuba na udaljenosti od 3-5 mm od njega, sa slobodnim ugibom srednjeg dijela, trebala bi dobiti jednoliku konkavnost (konus). oblik). Vrijednosti konveksnosti valjanih pila koje rade pri brzinama rezanja od 40 - 60 m/s, mjereno s obje strane na udaljenosti od 10 - 15 mm od ruba središnjeg otvora pile, moraju odgovarati vrijednostima navedeno u tablici 26.
Ako se ne postigne potrebno slabljenje srednjeg dijela pile, pila se okreće i ponovno kotrlja istom silom pritiska valjka. Okretanje pile pomaže malo smanjiti savijanje oštrice od strane valjaka. Ako središnji dio pile nije dobio potrebno oslabljenje, proces valjanja se nastavlja duž istog kruga s povećanom silom pritiskanja valjaka.
Prekomjerno slabljenje središnjeg dijela pile tijekom ponovnog motanja ispravlja se kotrljanjem po krugu udaljenom 3 - 5 mm od opsega šupljina zuba. U ovom slučaju, sila pritiskanja valjaka uzima se od 10 do 30 kg, ovisno
od početnog stanja naprezanja alata.
Priprema pila za rad sastoji se od pripreme listova, zubaca, ugradnje pila u stroj i popravka pila. Operacije za pripremu zuba pile raznih dizajna praktički isti.
Priprema okvirnih pila. Priprema okvirnih pila sastoji se od sljedećih operacija: utvrđivanje i ispravljanje nedostataka u obliku lista; kontrola stanja napetosti mreže; valjanje; završna kontrola ravnosti i stanja naprezanja lista pile.
Greške se otkrivaju primjenom kontrolnog ravnala na površinu pile položene na površinsku ploču. Razmak između ravnala i oštrice ne smije biti veći od 0,15 mm. Uređivanje pile sastoji se od ispravljanja lokalnih nedostataka na oštrici: ispupčenja U, tijesna mjesta T, slabe točke S, savijanje I (sl. 44, A). Defektna područja ispravljaju se udarcem kovačkog čekića na određenim mjestima na pili postavljenoj na nakovanj.
Napregnuto stanje oštrice procjenjuje se veličinom otklona pile 2, zakrivljene s radijusom R= 1,75 m (Sl. 44, b). Strelica otklona mjeri se ispitnim ravnalom i pipcima ili posebnim ravnalom 1 s indikatorima 3 i procjenjuje se aritmetičkom sredinom dvaju mjerenja: s pilom postavljenom prema gore, prvo s jednom, a zatim s drugom stranom. Optimalna vrijednost otklona ovisi o veličini pile i nalazi se u rasponu od 0,8 do 0,35 mm.
Rolling frame pile su jedna od mjera za povećanje krutosti i stabilnosti pila u radu. Tijekom rada okvirna pila se zagrijava, posebno na prstenastom zupčaniku. Sječivo izdužuje se i pod utjecajem sila rezanja gubi svoj stabilan plosnati oblik. Pila luta u rezu, što dovodi do valovitog ili zakrivljenog reza. Krutost okvirnih pila osigurava se uglavnom njihovom uzdužnom napetosti u okviru pile. Međutim, samo zbog uzdužnog zatezanja nije moguće osigurati potrebnu krutost pila jer je sila zatezanja ograničena snagom zahvata i okvira pile, koji apsorbira sile zatezanja svih pila u postaviti.
Bit valjanja je da središnji dio lista pile 4 kotrljan pod pritiskom između dva rotirajuća valjka u obliku bačve 5 i 7 (Sl. 44, V), na temelju valjka s neradnim rubom. Na mjestu gdje prolazi valjak, pila produljuje i rasteže susjedne, nevaljane dijelove lista. Kao rezultat napetosti valjane pile u okviru pile, u krajnjim dijelovima pile postojat će dovoljna vlačna naprezanja s relativno malim vlačnim silama (sl. 44, d, f). Broj, mjesto i redoslijed nanošenja tragova kotrljanja 1-5 prikazani su na sl. 44, G.
Na kraju valjanja, ravnost i stanje naprezanja pile se procjenjuju kao što je gore opisano za nevaljane pile. Ako se otkriju lokalni nedostaci (odstupanje od ravnosti prelazi 0,15 mm), provodi se dodatno uređivanje.
Riža. 44. Priprema okvirnih pila za rad:
A- lokalni nedostaci platna i redoslijed udaraca pri montaži; b - kontrola stanja napetosti mreže; valjanje okvirnih pila; V - shematski dijagram: G - mjesto tragova kotrljanja; d - raspodjela naprezanja u pili nakon kotrljanja i zatezanja pile; e - raspodjela naprezanja u pili nakon valjanja
Priprema kružnih pila. Priprema listova kružne pile uključuje sljedeće operacije: procjena ravnosti i stanja naprezanja lista, ravnanje lista, kovanje i valjanje lista pile. Ravnost lopatice procjenjuje se pomoću dva pokazatelja: ravnošću diska u različitim dijelovima i krajnjim (aksijalnim) odstupanjem.
Najveća dopuštena odstupanja (mm) od ravnosti ovise o promjeru pile i kreću se od 0,1 (za pile promjera do 200 mm) do 0,6 (za pile promjera 1600 mm). Za određivanje krajnjeg odstupanja, pila je postavljena na vodoravnu osovinu uređaja. Odstupanje se mjeri indikatorom koji se nalazi okomito na list pile na udaljenosti od 5 mm od opsega šupljina zuba tijekom sporog okretanja pile s osovinom (slika 46).
Prije početka mjerenja indikator 2 orijentirana u odnosu na ravninu koja prolazi kroz krajnju površinu
glavna podloška 7. Da biste to učinili, postavite ravni rub na površinu glavne podloške i nožice indikatora. Oznaka nule brojčanika prinosi se velikoj kazaljki indikatora. Kod utvrđivanja neravnine pile 3 instaliran na osovini 4, stegnut podloškom 5 i polako okrećite ručku 6. Dopušteno krajnje odstupanje (mm) kreće se od 0,15 (za pile promjera do 200 mm) do 0,6 (za pile promjera 1600 mm).
Višak standardne vrijednosti neravnost ukazuje na prisutnost nedostataka u tkanini, koji se dijele na opće (tanjurasto, krilato, kružno savijanje) i lokalne (slabo mjesto, usko mjesto, ispupčenje, zavoj). Svi nedostaci ispravljaju se ravnanjem platna (slika 47).
Metoda korekcije ovisi o vrsti kvara. Slabe točke C (/) ispravljaju se udaranjem kovačkog čekića s okruglim udaračem oko neispravnog područja, postupno slabeći udarce kako se od njega udaljavaju. Udarci se nanose s obje strane pile. Uska mjesta T(SH ispravlja se puhanjem kovačkog čekića unutar zone defekta od rubova prema sredini. Udarci se nanose s obje strane pile. Ispupčen B (III) ispravljeno puhanjem kovačkog čekića sa strane ispupčenja. Kako se ne bi promijenila ukupna napetost oštrice, između pile, postavljene ispupčene prema gore, i nakovnja stavlja se kartonski ili kožni odstojnik. Savijanje pile (nabori na nazubljenom rubu, povijeni dijelovi ruba, grbavost i jednostrana krilatost diska) ispravlja se udarcima ravnim čekićem (s duguljastim udarcem) bilo po hrptu samog zavoja. , ili, ako je veličina defekta značajna, od rubova zavoja do grebena na strani konveksiteta. Os udarača mora se poklapati sa smjerom osi savijanja.
Riža. 46. Otkrivanje nedostataka u obliku lista kružne pile
Riža. 47. Uređivanje lista pile:
A - shema za otkrivanje kvara provjerom s obje strane;
b – postavljanje udaraca čekićem prilikom ispravljanja nedostataka
Stanje naprezanja lista pile procjenjuje se količinom otklona pile pod utjecajem vlastite težine. Pila se postavlja najprije jednom stranom prema gore, a zatim drugom u vodoravnom položaju na tri nosača, međusobno na jednakoj udaljenosti i na udaljenosti od 5 mm od opsega šupljina zuba. Otklon pile mjeri se indikatorom s brojčanikom (ili ravnilom i setom mjerača) u tri točke na krugu polumjera 50 mm i izračunava se prosječni otklon. Ako ova vrijednost ne odgovara standardu, list pile je kovan ili valjan.
Kotrljanje se sastoji od slabljenja središnjeg dijela pile zbog njegovog istezanja prilikom kotrljanja između dva radna valjka pod pritiskom (vidi sl. 44, V). Valjana pila tijekom rada stječe bočnu stabilnost prstenastog zupčanika.
Dovoljno je kotrljati pilu po jednoj kružnici polumjera 0,8/? (Gdje DO - polumjer pile bez zuba) za tri do četiri okretaja pile pod djelovanjem valjaka. Sila pritiskanja valjaka za nove nekovane pile pri kotrljanju duž jednog kruga polumjera 0,87? postavlja se ovisno o promjeru i debljini lista pile i iznosi 15,5...24 kN (za pile promjera 315...710 mm i debljine 1,8...3,2 mm).
Ispravno Valjana pila treba dobiti jednoliku konkavnost (oblik diska). Vrijednosti konkavnosti valjanih pila koje rade pri brzinama rezanja od 40...60 m/s, | mjereno obostrano na udaljenosti od 10... 15 mm od ruba cje- | List pile mora odgovarati vrijednostima navedenim u standardu za pile (0,2...0,6 mm za pile promjera 315...710 mm). Nakon valjanja provjerite ravnost i ispravite list pile.
Oprema, uređaji i alati za kotrljanje pila: stroj PV-35 ili PV-20 s priključkom koji osigurava kotrljanje pila promjera do 800 mm; uređaj za praćenje stupnja kovanja za valjanje kružne pile s pokazivačem sata (promjer pile do 710 mm); ravni rubovi za piljenje, set mjerača pipa. Kovanje pila nije mehanizirano i zahtijeva visoke kvalifikacije. Sastoji se od udaranja kovačkim čekićem po središnjem unaprijed označenom dijelu pile koja leži na nakovnju.
Riža. 48. Ugradnja pila na stroj:
A - dizajn samocentrirajućih prirubnica; b - ugradnja rascjepnog noža; V - dijagram instalacije vodiča diska
Stupanj slabljenja srednjeg dijela pile provjerava se na isti način kao i tijekom valjanja (standardi su isti). Ako srednji dio nije dovoljno oslabljen, kovanje se ponavlja, udarajući između udarnih točaka prvog otkiva.
Montaža kružnih pila. Prilikom ugradnje kružnih pila potrebno je obratiti pažnju na sljedeće: sljedeće uvjete:
1. Pila avion 2 mora biti strogo okomit na os osovine, a krajnji odvod glavne prirubnice 3 ne smije prelaziti 0,03 mm na polumjeru od 50 mm (Sl. 48, A).
2. Os rotacije pile mora se podudarati s osi osovine. Da biste to učinili, promjer rupe za pričvršćivanje pile ne smije premašiti promjer osovine za više od 0,1 ... 0,2 mm. Ako je razmak veći, potrebno je izbušiti rupu i u nju umetnuti čahuru. Racionalnije je koristiti prirubnice s klinom za centriranje ili s konusom za centriranje 7 (vidi sl. 48, A).
3. Kako bi se osiguralo pouzdano stezanje pile, prirubnice dodiruju pilu samo s vanjskim rubovima širine 20...25 mm. Promjer steznih prirubnica odabire se ovisno o promjeru pile: d?f = 5U7), gdje U - promjer pile, mm.
Kako se matica ne bi spontano odvrnula tijekom rada, mora imati navoj suprotan smjeru vrtnje osovine.
4. Kod piljenja uzduž zrna, rascjepni nož se postavlja iza pile u ravnini pile. 4 na udaljenosti od 10...15 mm od vrhova zuba (Sl. 48, b). Kod ravnih pila debljina noža jednaka je širini reza ili 0,2 mm veća od nje. Za konusne pile, nož ima klinasti oblik i njegova najveća debljina je 3...4 mm veća od debljine središnjeg dijela pile.
5. Za pile promjera većeg od 400...500 mm, postavite bočne vodilice 5 i 6 (Sl. 48, V), ograničavanje otklona pile u aksijalnom smjeru. Vodilice su izrađene od tekstolita, fluoroplastike ili drugih materijala protiv trenja.
Razmak između pile i vodilica ovisi o promjeru pile:
Promjer pile, mm.... 125...200 250...300 400...503 560...800 Više od 800
Razmak, mm................... 0,22 0,30 0,35 0,42 0,55
6. Izbočenje zuba iznad materijala koji se reže ne smije biti veće od 10... 20 mm, ako dizajn stroja dopušta njegovu prilagodbu.
Priprema zuba pile za rad. Priprema zuba pile za rad uključuje urezivanje zuba, proširenje vijenca, oštrenje i spajanje zuba.
Zarezivanje zuba vrši se ako je potrebno promijeniti profil zuba ili ako su na pili polomljena tri (ukupno) ili dva zuba u nizu. Za urezivanje se koriste ručne (tip PSh) ili mehaničke (tip PShP-2) kalupi za pile. Matrice i noževi izrađeni su od čelika 9HS s tvrdoćom nakon oštrenja i kaljenja NKSd 55 ... 60. U utisnutoj konturi zuba treba osigurati dopuštenje od 1 ... 1,5 mm u odnosu na potrebni profil. Konačni oblik zuba se postiže brušenjem na pilotskim strojevima. U tom slučaju se brusi sloj metala s greškama nastalim tijekom utiskivanja.
Proširenje prstenastog zupčanika. Optimalne vrijednosti za proširenje vijenca zupčanika ovise o vrsti i stanju drva koje se reže i kreću se od 0,3 (tvrdo drvo) do 1,0... 1,3 mm(meko drvo s visokom vlagom) za kružne pile.
Je li vrijeme za rezanje? Ne zaboravite provjeriti stanje lista pile! Možda je potrebno uređivanje ili krivotvorenje.
Kružne pile: provjera stanja diskova, ravnanje, kovanje
Ispravna priprema lista kružne pile za rad provjerava se dugim i kratkim ravnalima. Prilikom ocjenjivanja opće stanje List pile se u slobodnom stanju s nazubljenim rubom postavi na radni stol i pridržavajući ga gornjim dijelom (ili središnja rupa) lijevom rukom, desnom rukom prislonite dugo ravnalo na ravninu diska duž promjera pile (slika 1). Provjera se provodi s obje strane u čestim intervalima (svakih 20°) kroz cijeli disk. Pravilno obrađena pila treba dugim ravnalom oblikovati jednak mali svjetlosni razmak u svim položajima. Konveksnost pila promjera do 800 mm u slobodnom stanju ne smije biti veća od 0,1 mm, za pile promjera većeg od 800 mm - 0,3 mm.
Lokalni i opći nedostaci česti su na kružnim pilama. Lokalni nedostaci uključuju one koji su uzrokovali deformaciju nekog područja, a nisu utjecali na opće stanje lista pile. Opći nedostaci uključuju one koji su uzrokovali opću deformaciju ili zakrivljenost cijelog lista pile.
Lokalna izobličenja diska otkrivaju se pomoću kratkog ravnala, čija je duljina manja od polumjera pile. Pri pregledu pile kratko ravnalo se naizmjenično primjenjuje s jedne i s druge strane u smjeru radijusa, a također se okreće pod kutom u oba smjera kako bi se odredile točne granice nedostataka.
Radi lakšeg pregleda, preporuča se staviti kružne pile velikog promjera na posebno vreteno (slika 3). Polako okrećući pilu rukom i prislanjajući kratko ravnalo na ravninu lista pile, odredite nedostatke prisutne na njemu. Vreteno se postavlja bliže nakovnju, a ako to nije moguće, postavlja se na posebna kolica ili se koriste kolica za transport pila do vretena postavljenog sa strane.
Ispravno kovana pila, obješena na središnju rupu i smještena u okomita ravnina, kada se nadlanicom lagano udari po bočnoj površini, trebao bi proizvesti jasan visok zvuk i blago vibrirati u perifernom dijelu. Ako pila proizvodi tiho zveckanje i njen nazubljeni rub jako vibrira, ima slabe rubove ili druge nedostatke. Ova vrsta pile nije prikladna za normalnu uporabu.
Ispravno stanje kovanog lista pile, smještenog u vodoravnoj ravnini na tri nosača, karakterizira isti otklon u bilo kojem položaju ravnala duž promjera pile. Kod provjere druge strane pile razlika u veličini svjetlosnog razmaka u odnosu na prvu stranu kod pila promjera do 400 mm treba biti manja od 0,1 mm, kod promjera većeg od 400 do 800 mm. mm - 0,1 ... 0,1 5 mm i za pile s promjerom većim od 800 mm - 0,1 6...0,2 mm. Prilikom provjere pila stranih tvrtki s velikim promjerima, razlika u prazninama je mnogo manja ili odsutna.
Za kružne pile koje se koriste na oštricama s dvije pile, ta razlika može biti malo veća. Pila u ovom slučaju ima nešto konveksnosti vani(na piljenoj traci), koja se pomiče u stranu rascjepnim nožem ili mehanizmom za odvajanje trake. U radu, takva pila stječe ispravan položaj u vertikalnoj ravnini.
Za rubne rubove s dvije pile, rezače pragova i neke druge kružne pile (gdje se koriste debele pile velikog promjera - 1100 ... 1600 mm), pri rezanju dasaka i piljenju tankih ploča i ploča pod pločama, pilama se daje jednostrano kovanje. U ovom slučaju, pila ima oblik ploče (na strojevima za rezanje pragova) s otklonom do 1 ... 2 mm (kada se mjeri u okomitoj ravnini). Takve se pile ugrađuju u stroj s konveksnom stranom prema piljenoj ploči, podpločnoj ploči ili tračnici u rubnike.
Slika 3, a prikazuje dijagrame deformacije pila od udaraca čekićem. Na nakovnju (1) nalazi se kružna pila (3) po kojoj se udara čekićem (2). Pod utjecajem sile (9) u pili iz glave čekića nastaje mikroudubljenje (5) čija dubina i dimenzije ovise o sili udarca i polumjeru zakrivljenosti glave čekića. Kao rezultat toga, na mjestu udara, debljina pile se smanjuje, metal teče na strane i počinje "pritisnuti" na susjedna područja. Tlačna naprezanja nastaju na mjestu udara.
Sa strane nakovnja, vidljiva deformacija metala nije primjetna zbog veća površina kontakt, ali u stvarnosti postoji deformacija. Kao rezultat toga, postoji razlika u naprezanjima na površinama pile sa strane nakovnja i sa strane čekića, uz konstantan volumen metala pile, koji je također otišao na strane pri udaru, iu zoni udara, ali na većoj površini nastaju tlačna naprezanja. Na kraju će metal u okolnom području popustiti čekiću iza udubljenja. To je rezultat različitih deformacija metala od čekića i nakovnja. Posljedično, udarcem pile nekoliko puta, na primjer u ravnoj liniji, možete uzrokovati da susjedni dijelovi metala popuste čekiću i time stvoriti ili ukloniti bilo kakav kvar. To je ono što se koristi kod ravnanja i kovanja pila. Da bi se pila izravnala i uravnotežila naprezanja po debljini, ona se okrene i udari istom snagom na ista ili susjedna mjesta na suprotnoj strani pile.
Ako je pila bila podmazana tankim slojem maziva, onda su mjesta gdje je čekić udario jasno vidljiva na strani pile koja je bila okrenuta prema nakovnju. To pojednostavljuje orijentaciju udaraca i poboljšava kvalitetu pripreme diskova za rad. Kao rezultat toga, naprezanja od deformacije metala na mjestima udara čekića s obje strane pile se uravnotežuju i nestaje njegovo savijanje, ali u isto vrijeme nastaju novi naprezanja u metalu ove zone. Ako neko područje na pili obradite na ovaj način, ono poprima novo kvalitativno stanje - istezanje (slabljenje) obrađene površine, pri čemu počinju djelovati tlačna naprezanja. Ovaj uvjet mora biti stvoren prilikom kovanja pile. Ako promijenite oblik glave čekića i učinite ga duguljastim, promijenit će se veličina naprezanja koja proizlaze iz udarca - bit će veća u uzdužnom smjeru glave čekića. Kod ravnanja i kovanja pila koriste se profilni čekići koji imaju različite oblike i veličine udarača.
U drugom slučaju, na nakovanj se stavlja komad debelog kartona s kružnom pilom (slika 3, b). Ako pilu udarite čekićem sa silom (5), tada će se pila na mjestu udarca, bez reakcije nakovnja, savijati za određeni iznos. U tom slučaju na mjestu udara ne nastaju niti vlačna niti tlačna naprezanja. U zoni udara, pod djelovanjem čekića, metal se savija, ali se njegova debljina na mjestu udara ne smanjuje, a susjedna područja ne mijenjaju svoje naprezanje. Ako na ovaj način tretirate područje pile s konveksnošću, možete ga spustiti do razine ravnine pile. Ovo se svojstvo koristi za uklanjanje određenih nedostataka pri ravnanju pila i za uklanjanje mnogih lokalnih nedostataka.
Poznavanje ponašanja metala pile kada se udari čekićem različitim uvjetima, moguće je promjenom sile i orijentacije udarca učinkovito utjecati na promjenu napregnutog stanja kako pojedinih sekcija tako i pile u cjelini.
U nedostatku nakovnja, uređivanje listovi pile uz uklanjanje malih izbočina, može se izvesti na krajevima blokova od tvrdog drva (na primjer, hrast).
Čekić središnjim dijelom udarača udara po oštrici pile. Kada se udari rubom udarca, pilu je lako oštetiti praveći udubine i udubine u njoj. Ne preporučuje se nanošenje jakih udaraca čekićem na središnji dio pile, koji je kod strojeva zatvoren steznim prirubnicama. Uređivanje i kovanje pile u ovom području dopušteno je u slučajevima kada je potrebno ispraviti opće savijanje pile i druge nedostatke koji se nalaze na ovom mjestu. Kod kovanja su težina čekića i sila udarca razmjerne debljini pile i njezinoj tvrdoći. Tanja ili manje tvrda pila zahtijeva lakše udarce. Kod ravnanja i kovanja dio pile koji se obrađuje mora čvrsto ležati na nakovnju.
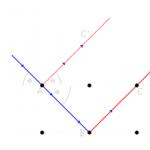
Raspodjela udaraca na disk pri ravnanju ili kovanju pile ovisi o njegovom početnom stanju i vrsti greške koja se ispravlja. Granice identificiranih lokalnih defekata treba ocrtati kredom i označiti simbolima, kao što je prikazano na sl. 2 (znak plus - ako je kvar usmjeren prema nama, minus - dalje od nas, točka (slika 1, a) - mjesto udara).
| Riža. 3. Shema deformacije pile od udaraca čekićem | |
|
a - kada koristite nakovanj bez jastučića: 1 - nakovanj; 2 — udarač čekića pile; 3 — pila u izvornom položaju; 4 - položaj susjednih dijelova pile nakon udarca čekićem; 5 — trag od udarca čekićem s okruglim udaračem (udubljenje); 6 - smjer djelovanja tlačnih naprezanja nakon udarca čekićem; 7 — oznaka od udarca čekićem s duguljastim udaračem; 8 - trag s konveksne površine nakovnja; 9 — smjer udara; b - kada se koristi nakovanj obložen debelim kartonom (pressboard); 1-3 - isto što i a; 4 — podstava od debelog kartona; 5 — smjer udara; 6 - trag od udarca čekićem s okruglim udaračem (uslijed gužvanja kartona platno je savijeno cijelom debljinom); c - mjerenje otklona f: 1 - ravnalo; 2 - pila; 3 - podupire. |
Ponekad, na pilama koje ne zahtijevaju opsežno ravnanje, iskusne pilane kombiniraju ravnanje listova pile s njihovim općim kovanjem. U ovom slučaju teško je uzeti u obzir lokalne nedostatke i promijeniti smjer, broj i snagu udaraca, pa pilara početnik treba prije svega potpuno ispraviti lokalne nedostatke, postići ravnost sekcija pile po cijeloj procijenjenoj površini, i tek tada početi kovati pilu kako bi njen nazubljeni rub dobio željenu napetost. Kod ravnanja i kovanja pila mora čvrsto pristajati uz površinu nakovnja. To je određeno zvukom koji proizvodi kada ga udarite čekićem. Ako je zvuk tup i jasan, a čekić lako odskoči nakon udarca, to znači da je pila tijesno uz nakovanj; ako je zvuk zveckajući, niskog tona, a čekić ne odskače, pila jest nije tijesno uz nakovanj. U potonjem slučaju ne možete krivotvoriti pilu - može se oštetiti.
Ispravljanje različitih lokalnih nedostataka ovisi o prirodi deformacije tih mjesta i općem stanju pile, čiji stupanj slabljenja karakterizira količina otklona pile pod vlastitom težinom. Strelica otklona mjeri se razmakom između pričvršćenog ravnala i diska na udaljenosti od 50 mm od osi rotacije. U ovom slučaju, pila se nalazi u vodoravnoj ravnini na tri nosača (kut između njih je 120°), a ravnalo je okomito na ravninu diska. Radni rub ravnala ne smije se oslanjati na postavljene, spljoštene zube ili lemljene karbidne ploče (vidi sliku 1, a). Strelica otklona za određeni stroj ovisi o promjeru, debljini lista pile, raspodjeli unutarnjih naprezanja u njemu, brzini vrtnje osovine pile i uvjetima piljenja. Nosači se nalaze na radnom stolu ili posebnom uređaju na jednakoj udaljenosti jedan od drugog i na udaljenosti od 5 mm od opsega udubljenja između zuba.
Uređaj s indikatorom za procjenu količine kovanja kružnih pila proizvodi Irkutsk Repair Plant. Količina kovanja za pile različitih promjera koje rade pri brzini rezanja od 40...60 m/s može se odrediti formulom:
f = 2,27 - 0,0046D + 0,21s + 0,0000047D2 - 0,11s2 - 356/D + 0,2/s.
Iskusni pilani naginju pilu za 45o radi provjere i, dok je podupiru, slobodna ruka primijeniti dugo ravnalo na njega (vidi sliku 1, b). Nakon toga, podižući pilu, udarite je rukom i procijenite vibraciju i tonalitet zvuka. Po veličini nastalog svjetlosnog razmaka i zvuku procjenjuju spremnost pile za rad. Ova metoda nije objektivna, ne dopušta vam da normalizirate količinu kovanja, tako da početnici ne bi trebali koristiti ovu metodu.
Nedavno su se pojavila pogrešna tumačenja pojmova dorada pile i kovanje, tvrdnje da se piljenje vrši samo u prisustvu gustog materijala koji se nalazi između pile i nakovnja, te da je kovanje obrada lista pile čekićem preko cijelom njegovom površinom s obje strane. Ovo je pogrešno mišljenje. Mnogi nedostaci na listovima pile mogu se otkloniti samo kovanjem, kada između pile i nakovnja nema međuodstojnika. Takvi nedostaci uključuju: uske, slabe točke, osmice, nabore, krilate itd. Prilikom uklanjanja ovih nedostataka metodom kovanja dolazi do iste deformacije metala u debljini kao kod kovanja srednje zone pile. Zbog toga dolazi do preraspodjele i promjene stanja naprezanja cijelog lista pile. Iskusni stručnjaci kombiniraju ravnanje ovih mjesta s kovanjem pile. Time se skraćuje vrijeme pripreme listova pile i olakšava rad.
N.K. Yakunin
profesor, počasni akademik Ruske akademije prirodnih znanosti,
dr. sc., zaslužni djelatnik šumarstva
Glavne radnje pripreme kružnih pila za rad su rezanje i urezivanje zuba, ravnanje, valjanje ili kovanje, oštrenje zuba, njihovo namještanje ili ravnanje te postavljanje pile na stroj.
Obrezivanje i urezivanje zubaca. Ove se operacije izvode u slučajevima kada dimenzije alata ne odgovaraju uvjetima njegovog rada, lomu nekoliko susjednih zuba pile ili pojavi pukotina na oštrici.
Riža. 102. Otkrivanje i otklanjanje nedostataka u obliku lista kružne pljosnate pile: a-dijagrami za otkrivanje kvara diska obostranom kontrolom; b-mjesto udaraca pri ispravljanju nedostataka; C-slabe točke; T-uske točke; B-izbočine; I-zavoji
Prilikom rezanja zuba, razmak između bušilice i matrice ne smije biti veći od 0,5 mm. Utisnuta kontura zuba mora osigurati dopuštenje od 1 -1,5 mm u odnosu na traženi profil. Konačni oblik zuba postiže se brušenjem na strojevima.
Uređivanje pila. Montažom se otklanjaju lokalni i opći nedostaci u obliku platna. Uređaj za ravnanje kružnih pila prikazan je na sl. 101.
Kako biste otkrili nedostatke u obliku oštrice, postavite pilu u vodoravni položaj na tri nosača i provjerite je kratkim ravnim rubom s obje strane. Utvrđene granice defekata ocrtavaju se kredom (slika 102).
Metoda korekcije ovisi o vrsti kvara. Slabe točke "C" ispravljaju se udaranjem kovačkog čekića s okruglim udaračem oko defekta, postupno slabeći kako se od njega udaljava.
Udarci se nanose s obje strane pile (slika 102 I). Uske točke "T" ispravljaju se udarcima kovačkog čekića unutar zone defekta, počevši od rubova do sredine. Udarci se nanose s obje strane pile (slika 102 II).
Ispupčenje “B” ispravlja se udarcima kovačkog čekića sa strane ispupčenja (sl. 102 III). Kako se ne bi promijenila ukupna napetost oštrice, između pile, postavljene ispupčenjem prema gore, i nakovnja postavlja se kartonski ili kožni odstojnik.
Zavoj pile “I” (nabori na nazubljenom rubu, savijena mjesta, grbavost i jednostrana krilatost diska) ispravlja se udarcima pravilnim zavojom čekića (s izduženim udarcem) bilo po samom grebenu. na zavoju ili, ako je veličina defekta značajna, od rubova zavoja do grebena sa stranama konveksiteta. Os udarača mora se poklapati sa smjerom osi savijanja (slika 102III).
Preporuča se provjeriti kvalitetu uređivanja pile pomoću posebnog uređaja (Sl. 101). U ovom slučaju, ispitivanje se odvija u uvjetima bliskim radnim. Kriterij za ocjenu kvalitete ravnanja je veličina najvećeg odstupanja bočne površine pile (u rubnom dijelu) od ravnine čeone površine pile.
Pila se smatra ispravljenom ako odstupanja (u mm) od ravnosti (iskrivljenost, ispupčenje itd.) na svakoj strani lista pile ne prelaze za pile promjera (mm) do 450-0,1; od 450 do 800 - 0,2; od 800 do 1000-0,3. Odstupanja od ravnosti središnjeg dijela pile u području prirubnice ne smiju biti veća od 0,05 mm.
Za ispravljanje kružnih ravnih pila koristite nakovanj za piljenje PI-38, kovačke čekiće PI-40, PI-41; ravni čekići PI - 42, PI - 43; uređaj za provjeru kvalitete montaže; kalibracijska ravnala PI - 44, PI - 45, PI - 46, PI - 47 i G1I - 48.
Duljina ručki čekića za ravnanje treba biti 30 cm; težina čekića s križnim udaračima - 1 kg, s kosim udaračima - 1,5 kg; konveksni polumjer - 75 mm.
Kotrljanje pila provodi se kako bi se stvorila početna naprezanja potrebna za kompenzaciju temperaturnih naprezanja koja nastaju neravnomjernim zagrijavanjem lista pile tijekom procesa piljenja, te kako bi se smanjio rizik od pojave rezonantnih stanja alata.
Bit valjanja je oslabiti srednji dio pile, zbog njegovog izduženja kada se kotrlja između dva radna valjka pod pritiskom.
Valjana pila tijekom rada stječe bočnu stabilnost zupčanika, tj. sposobnost da izdrži neuravnotežene bočne sile koje djeluju na disk tijekom piljenja i time osigurava ravnomjernost reza
Dovoljno je kotrljati pilu duž jednog kruga s polumjerom od 0,8 R (gdje je R polumjer pile bez zuba) za 3-4 okretaja pile pod utjecajem valjaka nove nekovane pile pri kotrljanju duž jedne kružnice polumjera 6,8 R moraju biti postavljene u skladu s podacima u tablici 25.
Tablica 25. Sila stezanja valjka kod kotrljanja ravnih kružnih pila
Ovisno o početnom stanju naprezanja pile, pritisak valjaka može varirati.
Pravilno zamotana pila, kada se postavi u vodoravnoj ravnini na tri ravnomjerno raspoređena nosača smještena unutar kruga šupljina zuba na udaljenosti od 3-5 mm od njega, sa slobodnim ugibom srednjeg dijela, trebala bi dobiti jednoliku konkavnost (konus). oblik). Vrijednosti konveksnosti valjanih pila koje rade pri brzinama rezanja od 40 - 60 m/s, mjereno s obje strane na udaljenosti od 10 - 15 mm od ruba središnjeg otvora pile, moraju odgovarati vrijednostima navedeno u tablici 26.
Ako se ne postigne potrebno slabljenje srednjeg dijela pile, pila se okreće i ponovno kotrlja istom silom pritiska valjka. Okretanje pile pomaže malo smanjiti savijanje oštrice od strane valjaka. Ako središnji dio pile nije dobio potrebno oslabljenje, proces valjanja se nastavlja duž istog kruga s povećanom silom pritiskanja valjaka.
Prekomjerno slabljenje središnjeg dijela pile tijekom ponovnog motanja ispravlja se kotrljanjem po krugu udaljenom 3 - 5 mm od opsega šupljina zuba. U ovom slučaju, sila pritiskanja valjaka uzima se od 10 do 30 kg, ovisno
od početnog stanja naprezanja alata.
Također preporučujemo
 Smuđ pečen u pećnici
Smuđ pečen u pećnici
 Najukusniji korejski recepti za patlidžan: za zimu i za svaki dan
Najukusniji korejski recepti za patlidžan: za zimu i za svaki dan
 Kako sačuvati list celera za zimu
Kako sačuvati list celera za zimu
 Primanje isplata i naknada u slučaju nesreća na radu Smrt zaposlenika na radu
Primanje isplata i naknada u slučaju nesreća na radu Smrt zaposlenika na radu
 Bragg-Wulfov uvjet. Wolfe-Braggova formula. Difrakcija na prostornoj rešetki. Bragg-Wulfov uvjet
Bragg-Wulfov uvjet. Wolfe-Braggova formula. Difrakcija na prostornoj rešetki. Bragg-Wulfov uvjet
 Salata s dimljenim lososom
Salata s dimljenim lososom